













Помехи изгиба листового металла: Причины & Решения
Помехи изгиба — распространённая проблема в многоступенчатых операциях с листовым металлом. Интерференция возникает, когда заготовка, инструменты, или столкновение машины во время операции сгибания. Здесь, в JS RAGOS, Мы работаем над определением и устранением Мы помогаем с индивидуальными инструментами, Процесс, и проектные решения. Это руководство даёт представление о возможных помех и предлагает решения, основанные на нашем опыте на месте.
1. Почему BЗавершение Interference — это IПереноска
Изгиб — самая важная операция в листовом металле. Эта операция основана на пластической деформации металла для создания частей определённой геометрии и размеров. В сравнении с процессами сварки, Захватывающая, или болтов, Процесс сгибания имеет следующие преимущества.
• Большая точность и повторяемость
• Снижение затрат на инструменты и труд
• Сокращение цикла
• Улучшенный внешний вид за счёт устранения соединений и швов
Однако, использование более сложных геометрий увеличивает вероятность изгибающих помех. Без надлежащего планирования процесса, выбор правильных инструментов и рассмотрение правильного порядка действий, Изгибающие помехи могут сделать изготовление детали невозможным. В JS RAGOS, Мы начинаем решать проблемы помех на этапе проектирования детали, чтобы обеспечить эффективность, Бесшовное изготовление.
2. Что такое помехи изгиба листового металла?
Интерференция изгиба в основном возникает на деталях, спроектированных для двух и более изгибов. В таких случаях, помеха возникает из-за физического столкновения изогнутой кромки компонента в процессе и штампом, The Punch, каркас машины или элемент компонента. Основные факторы, влияющие на это:
• Форма и размеры детали
• Инструменты (Панч & The)
• Структура машины (ширина стола, Ход тарана, Ход обратной колеи)
• Последовательность изгиба
Ниже приведены три наиболее распространённых типа помех изгибания, иллюстрированы типичными примерами.
2.1 Помехи между изогнутой кромкой и инструментами
Это самый частый тип помех. Во время вращения изгибания, Уже согнутое лезвие попадает в силу (верхний штамп) или кубик (нижний кубик), вызывая деформацию или останавливая процесс.
• Интерференция верхнего штампа — изогнутое лезвие ударяет о пуансон при вращении вверх.
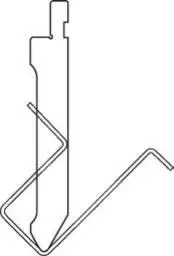
Рисунок 1: Интерференция верхней части плесени
• Меньшая интерференция кристалла — деталь сталкивается с плечом штампа или нижним инструментом.
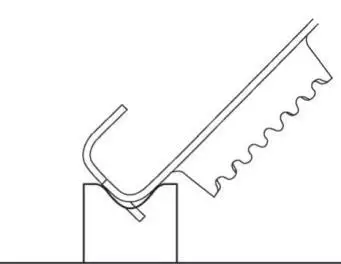
Рисунок 2: Меньшая интерференция кристалла
Пример: Высокий фланец на участке в форме буквы «U» легко может попасть в толчок. JS RAGOS рекомендует проверять допуск инструментов на раннем этапе проектирования.
2.2 Взаимодействие между деталью и машиной
Это происходит с замкнутыми или увеличенными геометриями, как:
• Трёхсторонние закрытые изгибы — после изгиба двух параллельных сторон, Высокие вертикальные стенки попадают в верхний штамп при попытке пройти третью сторону. Также, Платформа машины или задний датчик могут блокировать позиционирование деталей.
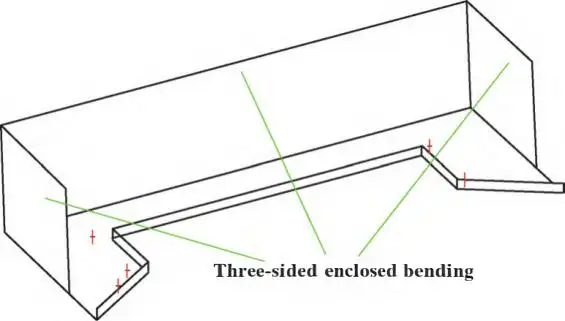
Рисунок 3: Трёхстороннее замкнутое изгибание
• «Z»-образные изгибы — простое смещение (Z-диапазон) Часто не получается: после первого поворота на 90°, длинная нога направлена вниз и ударяется о стол машины во втором изгибе.
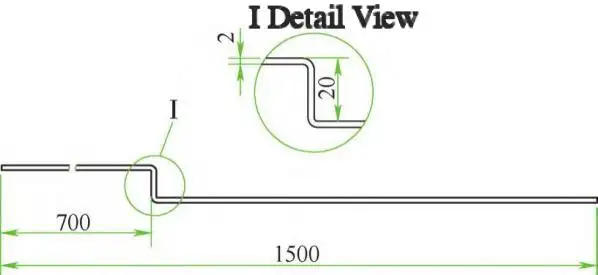
Рисунок 4: Z-образное изгиб
✨ Анализ Дж.С. РАГОСА: Многие так называемые «несгибаемые» детали можно сохранить, регулируя порядок сгибания или используя специальные инструменты — см. раздел 3.
2.3 Вмешательство с другими особенностями деталей
В участках с жёсткими требованиями к сборке, Накопленные допуски и откат могут привести к столкновению краёв или уменьшению углов.
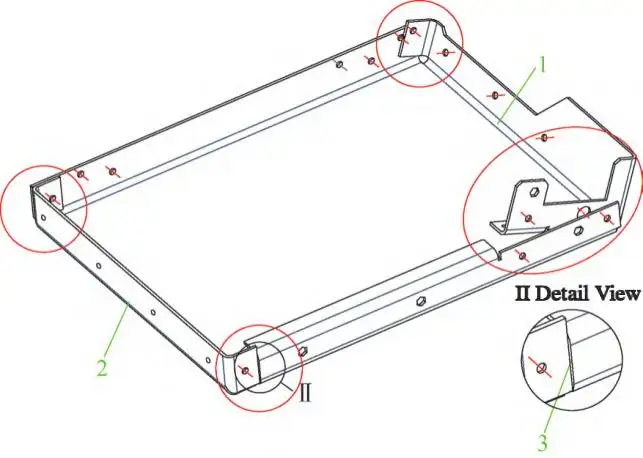
Рисунок 5: Изгиб с помощью сборной конструкции
Пример: Коробчатая деталь с внутренними спаривающими фланцами. Если допуск ширины слишком отрицательный (over-bent), Боковые фланцы сталкиваются друг с другом. Без должного зазора в определённых позициях, Угол изгиба не достигает 90°.
Эти случаи требуют комплексного подхода: Анализ допусков, Компенсация пружинного возврата, и планирование последовательности.
3. Практические решения проблемы помех изгиба листового металла
Основано на многолетнем производственном опыте, JS RAGOS применяет следующие стратегии — часто в сочетании — для эффективного решения проблем помех.
3.1 Оптимизировать выбор инструментов & Модифицировать формы
Выбор инструмента — первая линия защиты.
• Зацеплен / Пуансон с гусиной шеей — наиболее распространённое решение для деталей в форме буквы «U». Углубленная конструкция обеспечивает зазор для высоких фланцев. JS RAGOS предлагает широкий ассортимент пуансов с гусиной шеей и может порекомендовать подходящий размер, исходя из высоты фланца и ширины низа.
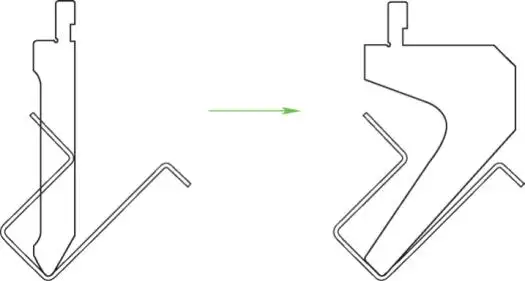
Рисунок 6 Изгибающий крюк
• Модифицированное стандартное оснастение — вырез, мельница, или просверлить отверстия для зазора в пуансоне или штампе там, где возникают помехи. Однако, Всегда проверяйте, что оставшийся корпус инструмента обладает достаточной прочностью, чтобы избежать преждевременного износа или прогиба.

Рисунок 7: Модифицированная форма
Когда даже гусиная шея не может очистить деталь, JS RAGOS рекомендует использовать линию партитуры или V-образное изгибание (Также называют «маршрутизацией перед изгибом»).
Счёт / V-Метод канавки:
• Нажмите неглубокий углубление (или фрезеровать V-образную канавку, Глубина ≈ 80% толщины листа) вдоль линии изгиба.
• Канавка позволяет частично предварительно изгибать (Например.., до 135° вместо 90°), предотвращение столкновений инструментов на последующих этапах.
• Наконец-то, Выравнивать до 90°.
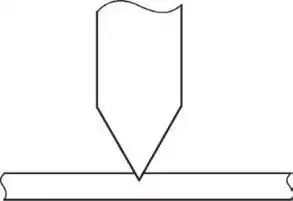
Рисунок 8: Процесс прессования проволоки

a) Канавка и предварительный изгиб b) Грувинг, гибка, и исправление
Рисунок 9: Грувинг и изгиб
Внимание.: Глубокие канавки могут снижать прочность или вызывать трещины — оценивайте по применению. JS RAGOS может провести тесты на осуществимость вашего конкретного материала и толщины.
3.2 Проектирование умной последовательности изгиба
Умная последовательность часто устраняет необходимость сложных инструментов.
Для Z-Пример с изгибом:
Вместо того чтобы сгибать обе ноги прямо под углом 90°:
• Предварительно согните первую ногу примерно до 135°.
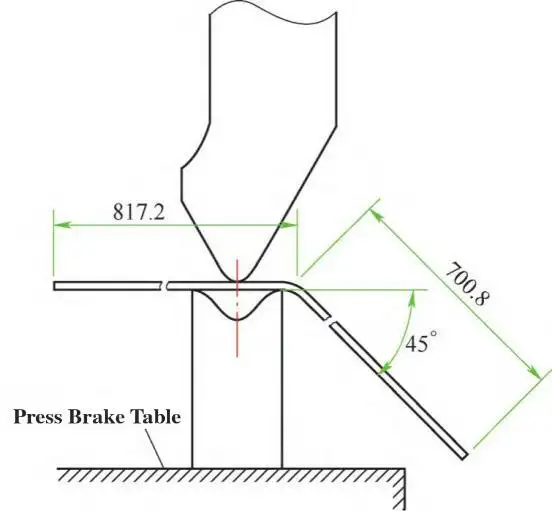
Рисунок 10: Схема предварительного изгиба
• Полностью согните вторую ногу на 90°.
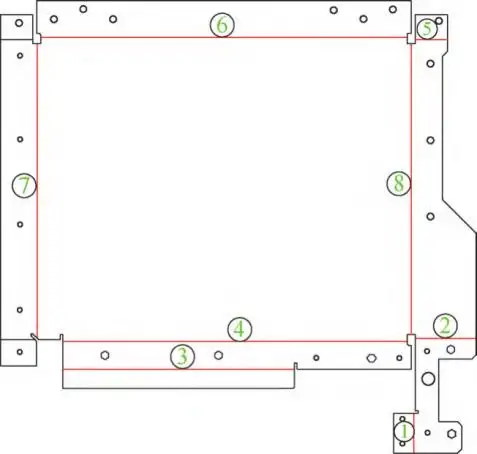
Рисунок 11: Последовательность изгиба
• Вернуться к первому этапу и завершить его до 90°.
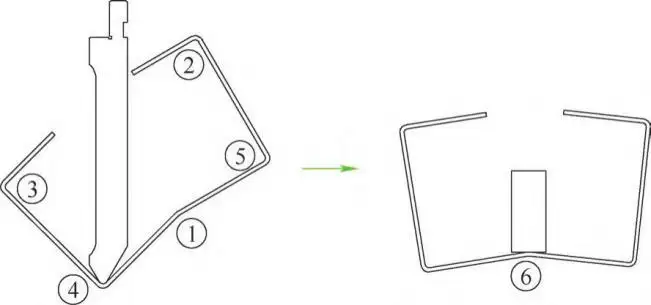
Рисунок 12: Процесс предварительного изгиба
Для комплекса, Мульти-Изгибающие детали:
• Используйте рассуждение в обратном порядке — сначала определите последний изгиб, Затем двигайтесь назад. Это гарантирует, что критические фланцы (Которые самые трудные для доступа) согнуты последними, Избегая помех с ударом.
До-изгиб как жертвенная операция:
Добавьте временный обратный изгиб (Маленький угол) где предсказуется помеха. После завершения основных изгибов, временный изгиб либо исправляется, либо убирается.
JS RAGOS помогает клиентам моделировать последовательности изгибов с помощью CAD/CAM и проверенных в полевых условиях знаний — экономия недель проб и ошибок.
3.3 Выберите подходящее оборудование для гибания
Не все пресс-тормоза одинаковы. Два основных типа:
• Ап-форминг (Нижняя таран) прессы — подходят для тонких листов; Пуанс движется вверх снизу.
• Понижение формы (top-ram) нажимает — удар движется вниз; Лучше подходит для толстых пластин и крупных заготовок.
Основные параметры машины, влияющие на интерференцию:
• Открытая высота & ход поршня — недостаточное пространство для увеличенного зазора на высоких фланцах.
• Ширина стола — Широкие слои могут блокировать участки, выступающие ниже штампа.
• Диапазон хода обратного колеи & расположение — может конфликтовать с длинными или асимметричными частями.
JS RAGOS эксплуатирует ряд современных пресс-тормозов с ЧПУ (включая модели с продвинутым программным обеспечением для предотвращения помех) и может посоветовать по выбору машины для вашей конкретной семьи деталей.
3.4 Design Custom / Нет-Стандартное оборудование
Для высокосложных геометрий, Готовых инструментов недостаточно. JS RAGOS разрабатывает и производит специализированные нестандартные инструменты для изгибания, включая:
• Ценовые формные штампы (Например.., Шаговые удары, Формы, адаптированные по радиусу)
• Модульные сборки (многокомпонентные движущиеся инструменты, которые «расширяются» или «сжимаются» во время движения)
Кастомные инструменты требуют тщательного анализа геометрии деталей, Материал, Размер партии, и стоимость. JS RAGOS предоставляет сквозный сервис: Технико-экономическое обоснование → 3D-проектирование → внутреннего производства → испытания.
3.5 Улучшение конструкции деталей для гибкости
Иногда лучшим решением является модификация конструкции продукта, не влияя на его функцию или размеры.
Реальный случай из JS RAGOS (Крышка лампы локомотива):
В оригинальной конструкции имелись два остроугольных фланца и отдельный шов сварки. После анализа, Мы поменяли сварный шов и один фланец:
• Ранее острый фланец стал прямым изгибом (Легко формировать).
• Оригинальный фланец стал сварным швом (сокращённо 45%).
Результаты:
• Отсутствие помех изгиба.
• уменьшение длины свара на 55% → снижение стоимости, Большая пропускная способность.
• Не требуется специальное оборудование.
JS RAGOS предлагает DFM (Проектирование с учётом производственной пригодности) Обзоры на ранней стадии прототипирования, чтобы поймать такие возможности.
4. Краткое содержание & Почему выбрать JS RAGOS
Интерференции изгиба листового металла неизбежны по мере усложнения деталей, Но это никогда не бывает неразрешимым. Главное — комбинировать:
• Правильный выбор инструмента (Стандарт, Модифицировано, или обычай)
• Хорошо спланированная последовательность изгибания (До изгибов, Обратная логика)
• Осведомлённость о машинных ограничениях (и выбор правильного оборудования)
• Оптимизация проектирования (изменяя особенности, вызывающие самовмешательство)
Как преданный производитель, JS RAGOS пишет не только о решениях — мы ежедневно применяем их на нашем производстве. Нужны ли вам удары с гусиной шеей, V-образное изгибание, Симуляция процессов, или полностью кастомные инструменты, Мы предоставляем практическую практику, экономичные решения на проблему помех изгиба листового металла.
Свяжитесь с JS RAGOS для бесплатного анализа DFM о самых сложных сгибающих частях. Давайте сгибаться умнее, Не сильнее.

