













Stainless Steel Bending Equipment: Full Guide to Machine Types, Specs, and Selection
Choosing the right stainless steel bending equipment is harder than it looks. Stainless steel doesn't bend like mild steel — it spring-backs more aggressively, work-hardens during forming, and scratches easily on polished or mirror surfaces. If your equipment isn't specified for stainless, you'll fight angle inconsistency, surface damage, and premature tool wear on every job.
This guide covers the machine types, specs, tooling, and selection criteria that matter for stainless steel fabrication — whether you're bending kitchen panels, medical enclosures, or architectural cladding.
Why Stainless Steel Demands Specific Bending Equipment

Stainless steel is not just steel with a different finish. Its material properties create specific challenges that standard sheet metal bending equipment handles poorly.
High tensile strength — Grade 304 stainless has a tensile strength of 515–620 MPa, compared to approximately 270–410 MPa for mild steel DC04. That difference means your press brake needs roughly 1.5× the tonnage to bend the same thickness of stainless at the same die opening. Undersized machines bend stainless with visible angle drift or fail to reach full force.
Significant spring-back — Stainless steel springs back more than mild steel after the punch releases. Grade 304 at 90° requires overbending by 2–4° to hit the final target angle. Without spring-back compensation in your CNC controller, every bend needs manual correction — which defeats the purpose of a CNC system.
Work hardening — Stainless steel hardens at the bend zone during forming. Repeated bending in the same area, or bending at tight radii, causes the material to crack rather than yield. Equipment for stainless needs to bend in a single, controlled stroke — not multiple corrections on the same position.
Surface sensitivity — Polished, brushed, and mirror-finish stainless marks permanently from tool contact, metal chips, or sliding against worn die edges. Your stainless steel bending equipment must include surface protection measures from the tooling up.
Stainless Steel Grades and What They Mean for Your Equipment
Not all stainless is the same. The grade running through your machine determines your tonnage requirement, spring-back correction, and minimum bend radius.
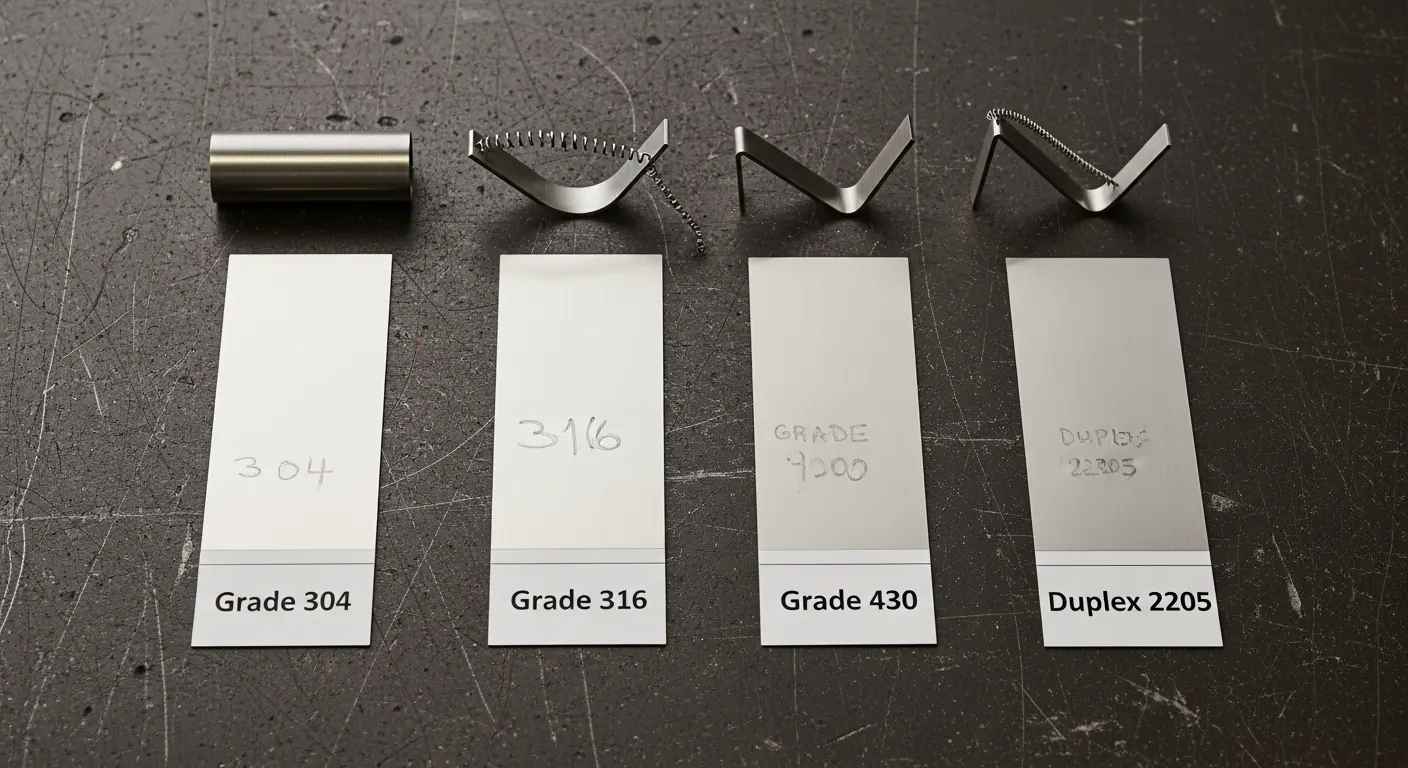
Grade 304 (most common) — Austenitic, strong, moderate spring-back (2–4°), excellent corrosion resistance. Tensile strength 515–620 MPa. Requires approximately 1.5× the tonnage of mild steel at the same thickness. V-die slot width should be 8–10× material thickness.
Grade 316 — Similar to 304 but with added molybdenum for chemical resistance. Slightly higher strength, marginally more spring-back than 304. Common in food processing and pharmaceutical fabrication.
Grade 430 (ferritic) — Lower tensile strength than 304, closer to mild steel in bending behavior. Spring-back is less aggressive. Easier to bend but more prone to surface cracking at tight radii than austenitic grades.
Duplex stainless (2205) — Very high strength (620–880 MPa), significant spring-back (4–6° per 90° bend), and aggressive work hardening. Requires heavy-duty stainless steel bending equipment with a substantial tonnage reserve and spring-back correction capability. Not a grade for standard mid-range press brakes.
For a CNC press brake for steel and stainless production at 100 tons, Grade 304 up to 4 mm and Grade 430 up to 5 mm are practical working thicknesses within that tonnage range.
Types of Stainless Steel Bending Equipment
Three machine types handle the majority of stainless steel bending work. Each suits a different production profile.
CNC Press Brake
The CNC press brake is the most versatile stainless steel bending equipment for job shops and mixed-production environments. It handles brackets, frames, enclosures, and complex multi-bend parts. The programmable back gauge and CNC spring-back compensation make it the standard choice for stainless work across 0.5 mm to 12 mm thickness ranges.
For shops running frequent job changes across different stainless grades, a CNC metal bending equipment setup with a programmable spring-back database is the most practical and flexible option.
Automatic Panel Bender
Panel benders are purpose-built for high-speed production of large flat stainless steel panels — kitchen cabinets, cladding panels, elevator interiors, and similar products. They feed, position, and bend automatically with no manual operator intervention per cycle.
For polished or mirror-finish stainless panels where surface quality is critical, the automatic metal folding machine for stainless steel panels uses controlled tooling contact and surface-protected tooling to maintain finish integrity across high-volume runs.
A panel bender with suction cup CNC feeding goes further by eliminating physical clamping on the panel surface — critical for scratch-sensitive pre-polished stainless.
CNC V-Grooving Machine
For ultra-thin bend radii on polished stainless — decorative panels, architectural cladding, and furniture components — V-grooving before bending solves the surface cracking problem at tight radii. The CNC V-grooving machine removes material from the bend zone, reducing the force required to form and allowing much tighter outer radii without visible cracking or surface stress marks. The CNC V-grooving machine is a standard companion to press brakes in architectural stainless fabrication shops.
Key Equipment Specifications for Stainless Steel Bending
When evaluating stainless steel bending equipment, these are the numbers that matter.
Tonnage — with a stainless multiplier applied
Calculate your required tonnage for mild steel first, then multiply by 1.5 for Grade 304/316, or by 2.0+ for duplex grades. Always select a machine with 20–30% capacity margin above your maximum calculated value.
Die slot width (V-opening) — V = T × 8 for stainless
For stainless steel, use a die slot width of 8–10× material thickness. Tighter slots require more force and increase surface stress at the bend zone. Wider slots reduce force but produce a larger inside radius. The ratio V = T × 8 is the standard starting point for 304.
CNC controller with spring-back compensation database
Your controller must store spring-back correction values per stainless grade. Manually compensating every job is inefficient and inconsistent. Delem DA66S and DA69S controllers support programmable material profiles that apply automatic overbend correction per grade.
Angle measurement system
For tight-tolerance stainless work, an inline angle measurement device confirms the actual bend angle after each stroke. Real-time feedback allows automatic correction before the next bend — eliminating scrap from spring-back variation.
Bed and ram parallelism
Stainless steel bending over long lengths amplifies any frame deflection into visible angle variation. Machines above 2 meters working length need active crowning — hydraulic or electromechanical — to keep the ram parallel to the bed under full load.
Tooling for Stainless Steel: What Changes vs Standard Steel

Tooling is where most stainless steel quality problems actually originate — not in the machine itself.
Punch nose radius — For stainless, use a minimum punch radius of 1–2× material thickness. Sharp nose radii crack the surface at the bend zone, especially on 304 and duplex grades. Larger radii distribute stress across a wider area.
Die shoulder radius — A sharp die shoulder edge scratches and marks stainless as the material draws across it during bending. Polished or radiused die shoulders (0.8–1.2 mm edge radius) reduce surface marking significantly.
Rolla-V die (rolling die) — A Rolla-V die replaces the fixed V-slot with a rotating die shoulder, so the stainless sheet rolls across a moving contact point instead of dragging across a fixed edge. The result is a major reduction in surface marking — essential for No.4 brushed, BA, and mirror stainless finishes.
Tool hardness and coating — Stainless steel work-hardens and is abrasive against tooling. Standard EN42 tool steel wears faster on stainless than on mild steel. Chrome-plated or heat-treated tooling (58–62 HRC) lasts significantly longer and maintains punch geometry consistency across long production runs.
Surface protection film — For pre-polished or pre-coated stainless panels, place a thin plastic or foam protective film between the sheet and tooling contact surfaces. Many panel benders include this as a standard feature.
Bending Methods: Air Bending vs Bottom Bending for Stainless
The bending method you choose affects surface quality, tooling wear, and spring-back management on stainless steel bending equipment.
Air bending — The punch presses the material into the V-die without fully contacting the bottom of the die. The bend angle is determined by punch penetration depth, not die geometry. Air bending is the standard method for stainless — it requires less tonnage than bottom bending and puts less stress on the surface. Spring-back correction is handled by the CNC controller through overbend programming.
Bottom bending (coining) — The punch presses the material fully against the die floor, essentially forcing the metal to conform to the die angle. Bottom bending eliminates spring-back but requires 5–8× more tonnage than air bending for the same thickness. For stainless steel, this means very high tonnage requirements. In addition, the increased contact pressure increases surface marking risk on finished stainless.
For most stainless steel bending equipment applications, air bending with CNC spring-back compensation is the correct method — less tonnage, less tooling stress, and better surface quality on finished stainless parts.
Stainless Steel Bending Equipment for Specific Industries
The industry you serve shapes the exact machine configuration you need.
Food processing and catering equipment — Stainless steel 304 and 316 panels, worktops, and enclosures. Surface finish (typically No.4 or brushed) must be preserved. A panel bender with Rolla-V tooling and suction cup feeding is the standard equipment here. Hygiene-critical components also require burr-free edges, so cutting quality upstream from the bender matters too.
Medical device and laboratory fabrication — Small, complex stainless enclosures with tight tolerances. CNC press brakes with 6-axis control and angle measurement systems handle the geometry complexity. Grade 316L is common for its improved corrosion resistance.
Architectural cladding and interior design — Mirror-finish and polished stainless panels for facades, elevator interiors, and decorative features. Surface protection is the top priority. V-grooving before bending combined with panel bending gives the sharpest outer radii with the least surface stress.
Chemical processing and industrial equipment — Heavy stainless plate (6–20 mm), often duplex grades, for tanks, frames, and structural supports. High-tonnage press brakes with crowning and spring-back correction for duplex are required. The standard panel bender machine handles sheet work, while heavy-tonnage press brakes cover the structural side.
How to Choose the Right Stainless Steel Bending Equipment
Use this five-step framework before contacting any supplier.
Step 1: Identify your stainless grade
Grade 304 and 316 are the most forgiving. Duplex grades require machines with double the tonnage for equivalent thickness. Confirm the grades your shop runs most frequently — that drives your minimum machine specification.
Step 2: Calculate tonnage with the stainless multiplier
Use your material thickness and bend length to calculate mild steel tonnage, then multiply by 1.5 for 304/316, or 2.0+ for duplex. Add a 25% safety margin to that result.
Step 3: Define your surface finish requirements
Mirror, BA, and brushed finishes require Rolla-V tooling, protective film, or panel benders with suction cup feeding. If your product requires cosmetic-quality stainless, specify surface protection as a machine requirement from day one.
Step 4: Set your accuracy requirement
For industrial stainless brackets, ±0.5° is sufficient. For architectural or medical stainless, ±0.1°–±0.3° requires a machine with a spring-back compensation controller and ideally an inline angle measurement system.
Step 5: Match the machine to your production volume and part type
Low-volume complex parts → CNC press brake with 6-axis control. High-volume flat panels → automatic panel bender. Architectural panels with ultra-tight radii → V-grooving machine + panel bender. Use this combination framework to build your equipment list, not just a single machine.
Frequently Asked Questions About Stainless Steel Bending Equipment
What is stainless steel bending equipment?
Stainless steel bending equipment refers to machines used to form stainless steel sheet into precise angles and shapes. The main types are CNC press brakes, automatic panel benders, and CNC V-grooving machines. Each suits different stainless grades, thicknesses, part geometries, and surface finish requirements.
Why does stainless steel require more tonnage than mild steel?
Grade 304 stainless steel has a tensile strength of 515–620 MPa — roughly 1.5× that of common mild steel. Higher tensile strength means the material resists bending force more, so the machine needs proportionally more tonnage to form the same thickness over the same bend length.
How do you prevent scratching on polished stainless steel during bending?
Use Rolla-V rolling dies instead of fixed V-dies to eliminate sliding contact at the die shoulder. Apply a protective film between the sheet and tooling surfaces. For fully automated production, panel benders with suction cup feeding avoid contact marking on pre-polished surfaces entirely.
What die slot width should I use for bending stainless steel?
For Grade 304 and 316, use a V-die slot width of 8–10× material thickness. For example, 2 mm stainless requires a 16–20 mm V-opening. Narrower slots increase surface stress and cracking risk. Wider slots reduce force but increase inside bend radius.
Can standard CNC press brakes handle stainless steel?
Many standard CNC press brakes can handle 304 and 430 stainless at moderate thicknesses if they have sufficient tonnage and the correct tooling. For consistent quality across production runs, the machine's CNC controller also needs programmable spring-back compensation per material grade — otherwise every job requires manual angle corrections.

