













4 軸式CNCプレスブレーキ: 作れるもの (そしてなぜ重要なのか)
ある 4 軸式CNCプレスブレーキは、フランジの高さや複雑な形状を持つ複雑な金属部品を単一のセットアップで製作することを可能にします. バックゲージの垂直・水平の動きをラムの精度と並行して自動化することで実現しました, 特殊な電気筐体から高公差の自動車用ブラケットまで、あらゆるものを製造できます.
あなたがコントロールするもの 4 軸:
- Y1 & Y2: 左右シリンダーの独立制御により、ラムレベリングと角度精度の調整が可能.
- X軸: バックゲージの水平方向の動きで曲がりの深さを決める.
- R軸: 異なるフランジ高さの部品に対応するためのバックゲージの垂直方向の動き.
- 精密再現性: すべての部品が最初の部品と同一であることを保証するデジタル同期.
何が 4 軸式CNCプレスブレーキ? (技術的な先端)
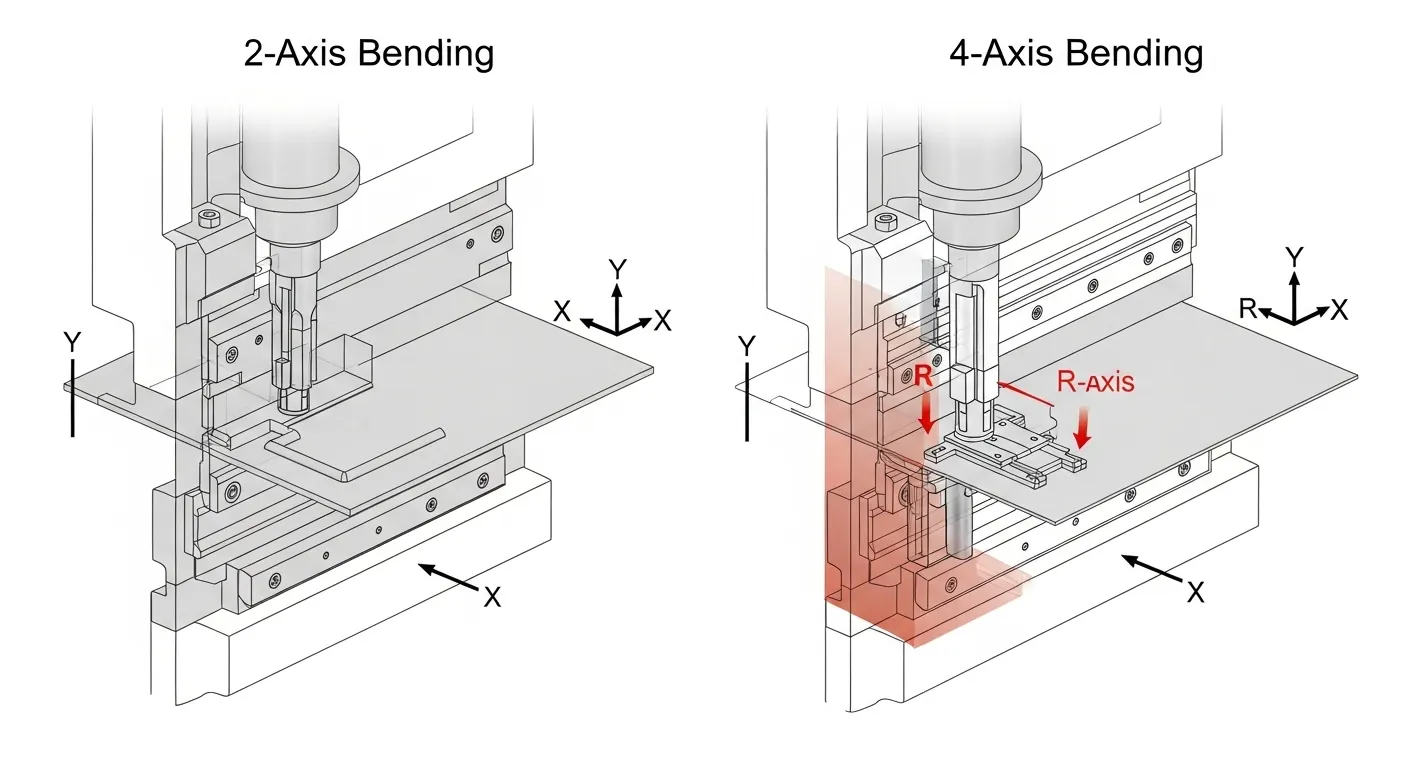
金属加工の世界において, "軸" CNCコンピュータで機械が制御できる運動方向を参照してください. ある 4 軸機械は通常、制御 Y1, Y2, X, およびR. 一方、Y1とY2はラムが完全な平行で下降することを保証します (特定の作業に意図的に傾ける), R軸の追加こそが多様性の真の転換点です.
ザ R軸 バックゲージの指が上下に動くことができます. これは、すでに下向きのフランジを持つ部品を曲げる際に非常に重要です; R軸制御なし, 部品はバックゲージに衝突します. 指を自動で上げたり下げたりすることで, この機械により、カーブ間で手動で高さ調整を行う必要がなくなりました.
例: 片側に20mmフランジ、もう片側に50mmフランジが必要な部品を想像してください. 4軸システムはバックゲージの高さを調整します (R) そして深さ (X) 瞬時に, これにより、操作者は機械をリセットすることなく作品を完成させることができます.
避けるべきよくある間違い:
- 設定を複雑にしすぎてしまいました: オペレーターは時にCNCがR軸の位置決めを自動で処理できることを忘れがちです, その結果、不要な手動測定が行われています.
- 軸のキャリブレーションを無視する: Y1/Y2同期を定期的に校正しないと、 "ウェッジング," ここで曲げ角は部品の一端からもう一端まで変化します.
これらの動きがより複雑なシステムとどう比較されるかを詳しく知りたい方は, ガイドはこちらをご覧ください 多軸CNCプレスブレーキ: より良い精度のための軸のブレイクダウン.
作れるもの: 高精度応用
複雑な板金エンクロージャー & 電気キャビネット
4軸プレスブレーキは業界標準です。 "箱の中の箱" 形状. これらのエンクロージャーは、ドアシールや取り付けブラケット用の深いリターンや多層フランジを備えていることが多いためです, R軸は本質的です. バックゲージは "ステップ・オーバー" 既存の曲がりを支えるためのもの, 組み立てやIP定格の適合を容易にするために、キャビネットが完全に正角なままであることを保証する.
自動車用ブラケットとシャーシ部品
自動車部品は非常に高い再現性を求めます. 4-アクシスマシンは、高強度合金を用いた強化取り付けブラケットや構造支持の製作に優れています. Y1/Y2シリンダーの精度により、金属が元の形状に戻る傾向であるスプリングバックが曲げ全長にわたって正確に補償されます.
HVACダクトとマルチラジアスプロファイル
大規模なHVAC部品はしばしば長い時間を必要とします, 一定の曲がり. クラウニングシステムが統合された4軸機械の使用 (これにより、機械の中央が曲がるのを防ぎます) 長いダクト区間が完全にまっすぐであることを保証します. これによりダクト継ぎ目の隙間が減ります, 空気の流れ効率の向上と設置作業の削減.
カスタム家具 & 建築金属工芸
建築パネルや高級金属家具用, 見た目は構造的な強度と同じくらい重要です. 4軸制御により、 "ヘミング" そして、バックゲージが完成したプロファイルの邪魔にならないように素早く動かす装飾的な折り目, 傷の防止や "証人マーク" 可視面上での.
4-軸対. 2-軸: アップグレードは価値がありますか??
2軸と4軸のどちらを選ぶかは、労働コストと機械投資のどちらかに帰着することが多いです.
| 特徴 | 2-軸式CNC (そして, X) | 4-軸式CNC (Y1, Y2, X, R) |
| 準備時間 | 高い (手動シミング/R軸調整) | 低い (完全自動化) |
| 部品の複雑さ | シンプルなフランジのみ | 多層構造, 複雑なフランジ |
| 精度 | 標準 | 高い (±0.01mmの再現性) |
| 生産性 | 多曲げ部品は遅い | ~30%速い (検証が必要) |
製造業者が犯す主なミスは、初期コストを節約するために2軸機械を選ぶことです, しかし、労働力の増加によってその節約を失うことになる。 "回避策" 複雑なジオメトリを扱う時間.
4軸機械に適した工具の選択
最大化するために "作れるもの" 可能性, 4軸運動には適切な工具を組み合わせる必要があります:
- グースネックパンチ: これらは深い場所を選びます "帰る" 直線のパンチが金属にぶつかるような曲がり.
- セグメントドツール: 四面型の箱を作るために必須; 箱を閉じた状態では、側面フランジを収めるためにセグメントを取り外しることができます.
- 4-ウェイ・ダイズ: 異なる材料厚に対して異なるV幅を迅速に切り替えられる.
FAQ
4番目の軸は通常R軸です, これはバックゲージの垂直高さを制御します. これにより、手動調整なしで異なるフランジ高さの部品を支えることが可能となります.
はい, 4-軸機械はステンレス鋼に優れています. Y1/Y2制御により、ステンレス鋼合金に共通する高いスプリングバック率を管理するための精密な圧力加成が可能です.
これにより、オペレーターがバックゲージの高さやシムを手動で調整するために機械に手を伸ばす必要が減ります, つねるポイントから手を遠ざける.
ザ "+1" 通常は自動クラウンシステムを指す. 一方で 4 軸は移動を制御します, クラウニングシステムはベッドのたわみを補正し、一定の角度を確保します.
に対して 80-90% 一般的な製作作業の, 4軸機械は "ちょうどいいタイミングです" 能力とコスト効率の面.
ほとんどの現代の4軸CNC機械は約±0.01mmの位置決め精度を誇ります (検証が必要), 航空宇宙および医療用途のための高精度部品の確保.
結論
ある 4 軸式CNCプレスブレーキは単なる曲げ機械以上のものです; 複雑な形状を解き放ち、人間のミスを減らす高速生産ツールです. 複雑な電気ハウジングを作っている場合でも、重度の自動車部品を作っている場合でも、, R軸と独立したRAM制御の追加により、必要な精度が得られます。 2026 製造基準.

