













Multi-Axis CNC Press Brake: Axis Breakdown for Better Precision
A multi-axis CNC press brake is a sophisticated metalworking machine that uses independent, computer-controlled movement paths to automate complex bending sequences. By coordinating the ram, backgauge, and crowning systems, these machines eliminate manual adjustments and ensure high-repeatability for intricate sheet metal parts.
What you will control with a multi-axis system:
- Precision Depth: Control the exact angle of every bend.
- Vertical Positioning: Manage different die heights and "Z" shapes.
- Lateral Finger Movement: Automatically adjust for varying part widths.
- Flexibility: Handle asymmetrical parts and tapered flanges.
- Flatness: Compensate for machine deflection in real-time.
What is a Multi-Axis CNC Press Brake?
In the 2026 fabrication landscape, a "multi-axis" press brake refers to any system that controls more than the standard three movements. While traditional torsion bar brakes relied on mechanical stops and manual cranking, a modern multi-axis CNC system uses high-speed hydraulics and encoders to position every component within microns.
For example, a manual brake requires the operator to physically move the backgauge for every different flange length. In contrast, a multi-axis CNC system can execute a sequence of six different bends in one continuous flow, with the backgauge repositioning itself in milliseconds between strokes. This transition from "NC" (Numerical Control) to "Multi-Axis CNC" represents the jump from basic 90-degree folding to high-speed, complex part production.
The "Big Three" Core Axes (Y, X, R)
Every precision project begins with these foundational movements. Understanding how they interact is the first step toward mastering machine ROI.
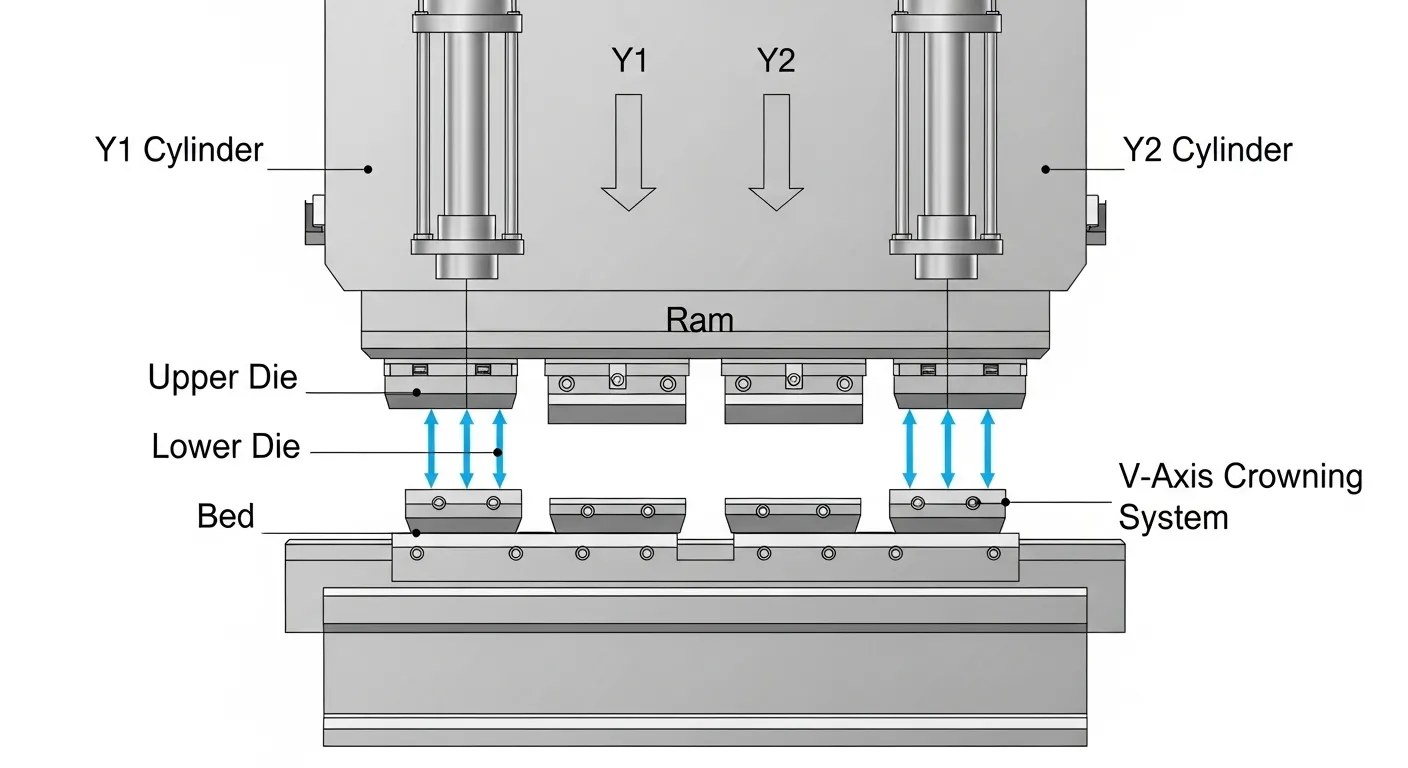
Y1 & Y2 (The Ram): Why Two?
Most high-end machines are "down-stroking," where the top beam moves toward the bed. Instead of a single Y-axis, quality machines use Y1 and Y2. These represent the left and right hydraulic cylinders.
- Why it matters: Independent control allows the CNC to compensate if the beam begins to tilt. It also allows for intentional "tapering"—where one side of the bend is slightly deeper than the other for specialized cone-shaped parts.
X-Axis (The Backgauge): Depth Control
The X-axis moves the backgauge fingers toward or away from the tooling. This determines your flange length.
- Why it matters: Without a high-speed X-axis, achieving consistent dimensions on a 50-part run is nearly impossible. Advanced systems may even feature X1 and X2 for independent depth control on angled parts.
R-Axis (The Height): Vertical Movement
The R-axis controls the vertical height of the backgauge fingers.
- Why it matters: If you are forming a "Z" shape or using a "multi-V" die (a die with different opening sizes), the backgauge must move up or down to clear the previous bend or match the new die height.
- Common Mistake: Buying a machine without an R-axis and attempting to "shim" backgauge fingers manually. This wastes hours of production time and introduces significant safety risks.
Advanced Axes: When 4-Axis Isn't Enough
As parts become more complex, additional axes become a necessity rather than a luxury. While you can learn about the basics in our guide on the 4 Axis CNC Press Brake: What You Can Build With It, high-volume shops often require more.
Z1 & Z2 (Lateral Movement): Mastering Width
Z1 and Z2 axes allow the backgauge fingers to move left and right along the length of the machine.
- The Benefit: If you are bending a 100mm bracket followed by a 1000mm sheet, the fingers will automatically spread apart to support the wider material.
- Example: Making a stainless steel sink basin with four different side lengths; the Z-axes move the fingers to the optimal support points for every side.
The V-Axis (Crowning): Eliminating the "Boat Effect"
When a long sheet is bent, the center of the machine naturally deflects upward, causing the middle of the bend to be wider than the ends (the "boat effect"). The V-axis controls a mechanical or hydraulic crowning system in the lower bed.
- The Benefit: It "pre-curves" the bed to perfectly mirror the deflection of the ram, ensuring a 90-degree angle across the entire 3-meter or 4-meter length of the part.
4-Axis vs. 6-Axis vs. 8-Axis: The ROI Decision Matrix
Choosing the right configuration depends entirely on your product mix.
| Part Complexity | Recommended Configuration | Primary Benefit |
| Simple brackets / 90° bends | 3 or 4-Axis (Y1, Y2, X, R) | Low cost, high speed for basics. |
| Boxes, enclosures, varying widths | 6-Axis (Y1, Y2, X, R, Z1, Z2) | No manual finger adjustment. |
| Complex, asymmetrical custom parts | 8-Axis+ (Adds X1, X2, R1, R2) | Maximum setup automation. |
Common ROI Mistake: Operators often over-invest in tonnage but under-invest in axes. A 100-ton 8-axis machine will often out-produce a 200-ton 3-axis machine because the setup time is reduced by up to 45% (needs verification).
E-E-A-T: Precision Standards and Trust Signals
At JSRAGOS, we measure precision by the micron. When evaluating multi-axis systems, always verify the following:
- Encoder Resolution: Ensure the Y-axis has a resolution of at least 0.005mm.
- Safety Standards: All multi-axis movements should be guarded by laser safety systems (like LazerSafe or DSP) to protect the operator during high-speed transitions.
- Real-World Data: 8-axis machines can reduce total part cycle time by approximately 30% compared to 4-axis models (needs verification).
FAQ: Understanding Press Brake Axes
The R-axis moves the backgauge fingers vertically (up and down). This is essential for clearing the material during a "Z" bend or for adjusting to different die heights during a multi-tool setup.
Yes, a 4-axis machine can bend boxes, but you will have to manually move the backgauge fingers (Z-axis) for different widths. A 6-axis machine is significantly faster for box production because it automates this lateral movement.
Dual Y-axes allow the CNC to control the left and right cylinders independently. This ensures the ram stays perfectly level even if the workpiece is off-center, and it allows for intentional "tilting" for tapered parts.
For most general fabrication, 4 axes (Y1, Y2, X, R) are the minimum requirement. If you handle high-mix production with frequent setup changes, 6 or 8 axes are recommended to maintain profitability.
The V-axis refers to the crowning compensation system. It adjusts the lower bed of the machine to prevent "bowing" in the center of long parts, ensuring a consistent angle from end to end.
Usually, no. CNC axes are integrated into the machine's controller and mechanical frame. It is almost always more cost-effective to buy the required axes upfront rather than attempting a retrofit.
Conclusion
The number of axes on your CNC press brake directly dictates your shop's versatility. While a 4-axis machine is a workhorse for standard fabrication, moving to a 6 or 8-axis system is the most effective way to slash setup times and tackle the complex, high-margin parts that competitors turn away.

