













8 Axis CNC Press Brake: Capabilities, Accuracy, and Best Use Cases
Why Choose an 8-Axis System?
An 8-axis CNC press brake is designed for high-precision metal fabrication where complex, asymmetrical, or tapered geometries are required. While standard machines handle simple bends, an 8-axis system provides independent control over multiple backgauge fingers.
Key Takeaways:
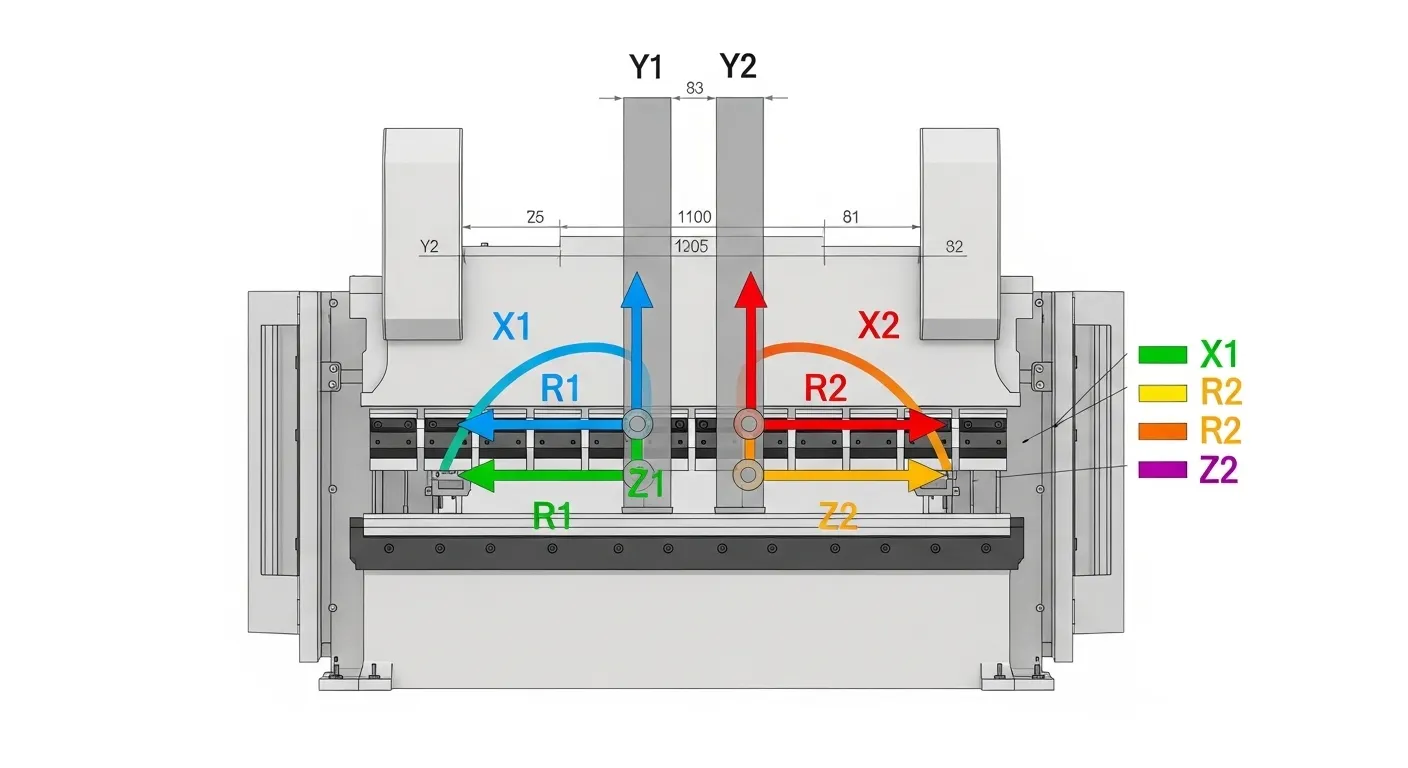
- The 8 Axes defined: Y1/Y2 (Ram), X1/X2 (Backgauge depth), R1/R2 (Backgauge height), Z1/Z2 (Backgauge lateral movement).
- Primary Benefit: The ability to bend parts with non-parallel flange lines and varying bend lengths without manual recalibration.
- Best For: Aerospace components, complex architectural cladding, and high-mix, low-volume production where setup time kills profitability.
- ROI Factor: Drastically reduces setup time for complex parts by automating the backgauge positioning for every single step of the bend sequence.
Decoding the Configuration: What Do All 8 Axes Actually Do?
To justify the investment in an 8-axis machine, you must understand exactly what you are paying for. The "magic" of an 8-axis system lies in the fully independent movement of the backgauge fingers.
Standard press brakes usually link the movement of the backgauge towers. In an 8-axis configuration, the CNC controller manages the following movements independently:
- Y1 & Y2 (Ram Movement): The standard hydraulic or electric cylinders that drive the upper beam down. Independent control here allows for "air bending" accuracy and tilt (for tapered bends).
- X1 & X2 (Backgauge Depth): These axes control the forward and backward movement of the backgauge fingers.
- The 8-Axis Advantage: You can position the left finger at a different depth than the right finger. This is essential for bending parts with angled or non-square edges (conical bending).
- R1 & R2 (Backgauge Height): These axes control the vertical up-and-down movement of the fingers.
- The 8-Axis Advantage: If you are bending a part with a flange that has already been formed and is hanging lower on one side, R-axis independence allows one finger to drop lower to catch the material while the other stays high.
- Z1 & Z2 (Finger Lateral Position): These axes control the left-to-right movement of the fingers along the backgauge bar.
- The 8-Axis Advantage: The machine automatically positions the fingers at the optimal width for every single bend step. You never have to stop the machine to manually slide fingers over, significantly speeding up multi-stage bending.
Key Capabilities: Handling Complexity with Precision

The primary capability of an 8-axis press brake is geometric flexibility.
In a standard 4-axis environment, operators often have to create "workarounds" for complex parts—using jigs, drawing lines on the metal, or setting up manual stops. An 8-axis system digitizes these workarounds.
Asymmetrical Bending (Tapered/Conical Bends)
If you need to create a funnel shape or a bracket where the bend line is not parallel to the edge of the sheet, standard backgauges fail because the stop bar is parallel to the die.
- Solution: With X1 and X2 moving independently, the backgauge creates an angled stop line, allowing for precise conical bends without manual layout.
Multi-Stage Bending Without Re-Setup
For parts requiring multiple bends across different stations (e.g., a progressive bend setup along the bed length), the Z1 and Z2 axes become critical.
- Solution: As the operator moves the part from Station A (left side) to Station B (right side), the Z-axes automatically shift the fingers to the correct position for the next bend immediately.
Handling Down-Flanges
When bending a box or panel, previous bends often result in flanges that hang down, potentially colliding with a standard backgauge bar.
- Solution: Independent R1 and R2 axes allow the fingers to adjust their height dynamically, clearing obstacles and engaging the part at the correct gauging surface.
4-Axis vs. 6-Axis vs. 8-Axis: Choosing the Right Machine
Not every shop needs an 8-axis machine. If you are predominantly bending flat rectangular brackets, the extra axes may be overkill. However, if you are looking to expand your capabilities, compare the differences below.
| Feature | 4-Axis (Y1, Y2, X, R) | 6-Axis (Y1, Y2, X1, X2, R, Z) or similar | 8-Axis (Y1, Y2, X1, X2, R1, R2, Z1, Z2) |
| Backgauge Depth | Shared bar (parallel only) | Independent (angled bends possible) | Independent (angled bends possible) |
| Backgauge Height | Shared height | Shared height | Independent (uneven flanges) |
| Finger Width (L/R) | Manual adjustment | Automatic (Z1/Z2 often linked or independent) | Fully Automatic Independent |
| Best Use Case | Standard boxes, simple brackets | Tapered parts, higher volume | Complex aerospace, architectural, multi-stage parts |
| Setup Time | High (manual finger sliding) | Medium | Lowest (Fully automated) |
| Operator Skill | High (manual workarounds needed) | Medium | Lower (Machine handles geometry) |
Strategic Note: If your production involves simple rectangular parts, you might maximize ROI with a simpler setup. Check out our guide on4 Axis CNC Press Brake: What You Can Build With Itto see if that fits your current needs better.
Real-World Application: Best Use Cases for 8-Axis Bending

The 8-axis configuration shines in industries where precision is non-negotiable and part geometry varies wildly.
Architectural Cladding & Facades
Modern architecture favors non-linear, twisted, and tessellated metal panels. These often require flanges that vary in depth across the length of the part.
- Why 8-Axis: The X1/X2 independence allows for gauging "trapezoidal" panels accurately without marking lines on the protective film.
Aerospace Components
Aircraft brackets and structural ribs often fit into tight, curved fuselages. They rarely feature simple 90-degree angles or square edges.
- Why 8-Axis: The combination of independent R-axes (height) and X-axes (depth) ensures the part is gauged correctly even if the reference edge is curved or stepped.
High-Mix, Low-Volume Job Shops
If your shop runs 50 different part numbers a day with batch sizes of 5–10 units, manual setup time is your biggest loss.
- Why 8-Axis: The Z1/Z2 axes eliminate the need for the operator to walk around the back of the machine to slide fingers. The machine is ready for Part B the second Part A is finished.
Mini Case Studies: Efficiency in Action
Case Study A: The Architectural Job Shop
Situation: A fabrication shop in Chicago won a contract for a stadium façade requiring 4,000 aluminum panels. 40% of the panels were non-rectangular (trapezoidal).
Problem: Using their existing 4-axis brakes, operators had to manually scribe bend lines on every trapezoidal part because the backgauge couldn't match the angle. This added 3 minutes per part.
Solution: They installed a Ragos 8-Axis CNC Press Brake. The X1/X2 axes were programmed to mimic the panel angle.
Outcome: Setup time dropped to zero. Scribing was eliminated. Throughput increased by 250% on the complex panels, paying for the machine difference in 8 months.
Case Study B: The Electronics Enclosure Manufacturer
Situation: A manufacturer of server racks needed to produce chassis with multiple internal tiers and mounting points.
Problem: The parts required 12 bends per unit. Operators frequently scrapped parts because they forgot to manually adjust the finger width (Z-axis) between bend 4 and bend 5, causing collisions with side flanges.
Solution: An 8-axis system with automated Z1/Z2 movement was implemented.
Outcome: The controller automatically moved the fingers to clear side flanges between steps. Scrap rate due to collisions dropped to near 0%, and operator fatigue was significantly reduced.
FAQ: Common Questions on Multi-Axis Bending
A: Generally, no. Modern CNC controllers (like Delem or Cybelec used on Ragos machines) visualize the part in 3D. You import the STEP file, and the software automatically calculates the X, R, and Z positions. The operator doesn't manually program "X1 to 50mm"; the software handles it.
Usually, this is not cost-effective. It requires replacing the entire backgauge assembly, servo motors, drives, and often the CNC controller itself. It is almost always better to purchase a machine built for 8-axis operation.
Slightly more, simply because there are more servo motors and ball screws to lubricate and calibrate. However, because the system is automated, there is less physical wear and tear from operators manually slamming fingers along the rail.
While it varies by tonnage and brand, the jump from 6 to 8 axes typically represents a 15–25% increase in machine cost. This premium is justified if your "setup time" savings exceed that cost over the first 2 years.
Conclusion: Is the Upgrade Worth It?
Investing in an 8-axis CNC press brake is not just about buying "more specs"—it is about buying agility.
If your production line is bogged down by manual adjustments, complex layouts, or parts that simply cannot be gauged on a straight bar, the 8-axis system is a problem-solver. It transforms the press brake from a bottleneck into a flexible manufacturing center.
Next Steps for Your Shop:
- Audit your scrap: Are you losing parts because of complex geometry or manual gauging errors?
- Check your geometry: Do you frequently turn down work because it involves tapered bends or non-parallel flanges?
- Contact Ragos: Explore our lineup of multi-axis solutions to see which configuration matches your production volume.
Ready to start with the basics? Review the fundamentals in our guide on 4 Axis CNC Press Brake: What You Can Build With It.

