













8 Frein à pression CNC axe: Capacités, Exactitude, et Meilleurs cas d’utilisation
Pourquoi choisir un système 8 axes?
Un 8-Axe Frein à pression CNC est conçu pour la fabrication métallique de haute précision lorsque c’est complexe, asymétrique, ou des géométries coniques sont requises. Tandis que les machines standard gèrent les courbes simples, Un système à 8 axes permet un contrôle indépendant sur plusieurs doigts de calibre arrière.
Points clés:
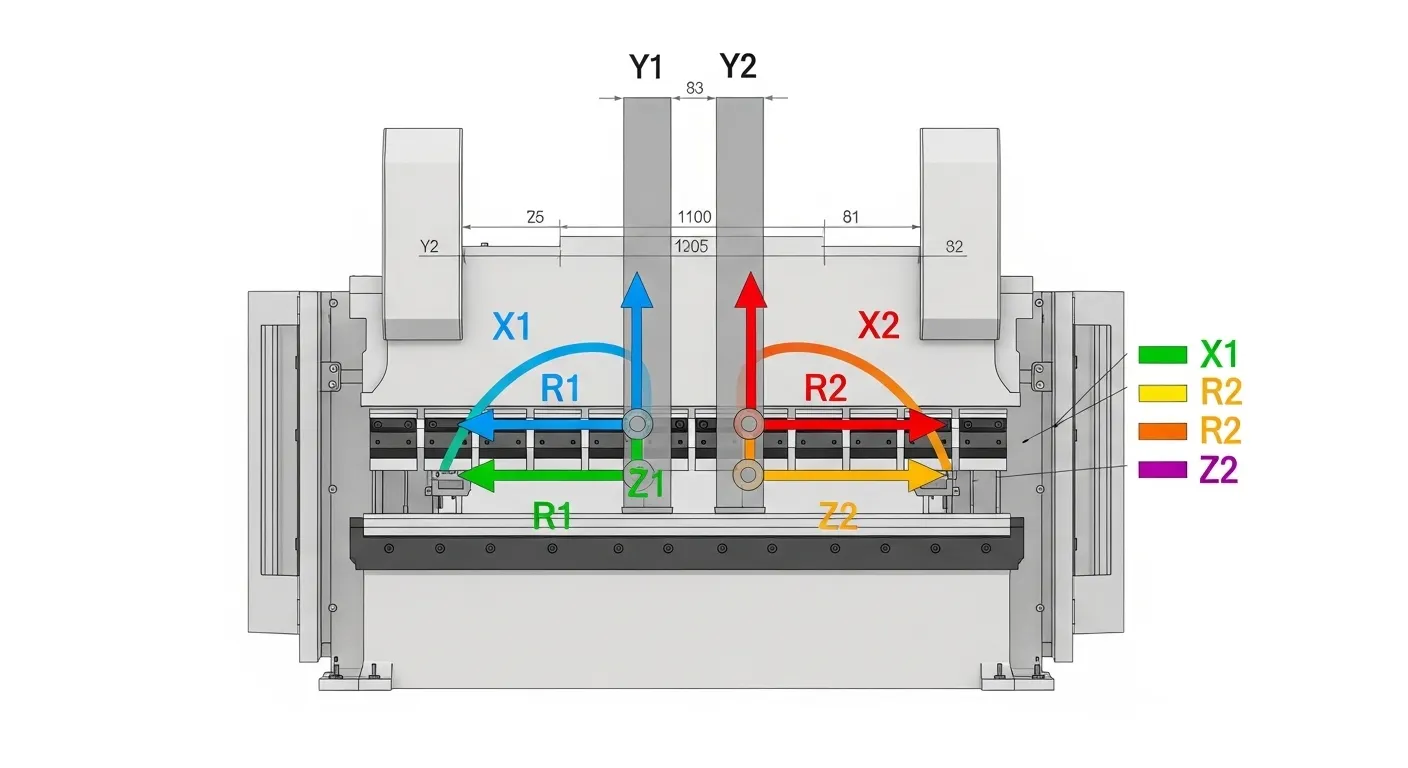
- Le 8 Axes définis: Y1/Y2 (Ram), X1/X2 (Profondeur de fond de jauge), R1/R2 (Hauteur de la cartoiserie arrière), Z1/Z2 (Déplacement latéral de l’encadrement).
- Bénéfice principal: La possibilité de plier des pièces avec des lignes de bride non parallèles et des longueurs de flexion variables sans recalibrage manuel.
- Meilleur pour: Composants aérospatiaux, Revêtement architectural complexe, et high-mix, production à faible volume où le temps d’installation tue la rentabilité.
- Facteur ROI: Réduit drastiquement le temps de montage des pièces complexes en automatisant le positionnement du backgauge à chaque étape de la séquence de courbure.
Décodage de la configuration: Que faire tout 8 Les haches en font vraiment?
Pour justifier l’investissement dans une machine 8 axes, Vous devez savoir exactement pour quoi vous payez. Le "Magie" d’un système à 8 axes réside dans le mouvement totalement indépendant des doigts de la jauge arrière.
Les freins à pression standards lient généralement le mouvement des tours de charrette arrière. Dans une configuration à 8 axes, le contrôleur CNC gère les mouvements suivants de manière indépendante:
- Y1 & Y2 (Mouvement du bélier): Les cylindres hydrauliques ou électriques standards qui entraînent la poutre supérieure vers le bas. Le contrôle indépendant permet ici "Maîtrise de l’air" Précision et inclinaison (pour les coudes effilées).
- X1 & X2 (Profondeur de la jauge arrière): Ces axes contrôlent le mouvement vers l’avant et l’arrière des doigts de la jauge arrière.
- L’avantage des 8 axes: Vous pouvez positionner le doigt gauche à une profondeur différente de celle du doigt droit. C’est essentiel pour plier des pièces avec des bords inclinés ou non carrés (Flexion conique).
- R1 & R2 (Hauteur de la fourrière): Ces axes contrôlent le mouvement vertical de haut en bas des doigts.
- L’avantage des 8 axes: Si vous pliez une pièce avec une bride déjà formée et qui pend plus bas d’un côté, L’indépendance de l’axe R permet à un doigt de descendre plus bas pour attraper le matériau tandis que l’autre reste haut.
- Z1 & Z2 (Position latérale du doigt): Ces axes contrôlent le mouvement gauche-droite des doigts le long de la barre de jauge arrière.
- L’avantage des 8 axes: La machine positionne automatiquement les doigts à la largeur optimale pour chaque pas de pliage. Vous n’avez jamais besoin d’arrêter la machine pour glisser manuellement les doigts, accélérant significativement la flexion multi-étages.
Capacités clés: Complexité de manipulation avec précision

La capacité principale d’un frein à pression à 8 axes est Flexibilité géométrique.
Dans un environnement standard à 4 axes, Les opérateurs doivent souvent créer "Astuces de contournement" pour les pièces complexes — utilisant des gabarits, tracer des lignes sur le métal, ou en posant des butées manuelles. Un système à 8 axes numérise ces solutions de contournement.
Courbure asymétrique (Courbes coniques/coniques)
Si vous devez créer une forme d’entonnoir ou un support où la ligne de courbure n’est pas parallèle au bord de la feuille, Les jauges de jeu standard tombent en panne car la barre d’arrêt est parallèle à la puce.
- Solution: Avec X1 et X2 se déplaçant indépendamment, Le tirage de retard crée une ligne d’arrêt inclinée, permettant des courbes coniques précises sans disposition manuelle.
Flexion multi-étages sans remise en place
Pour les pièces nécessitant plusieurs virages entre différentes stations (par exemple,, une configuration progressive de courbure le long de la longueur du lit), les axes Z1 et Z2 deviennent critiques.
- Solution: Lorsque l’opérateur déplace la pièce depuis la station A (Côté gauche) vers la station B (Côté droit), les axes Z déplacent automatiquement les doigts à la bonne position pour la prochaine flexion immédiatement.
Manipulation des brides descendantes
Lors de la pliabilité d’une boîte ou d’un panneau, Les courbes précédentes entraînent souvent des brides qui pendent vers le bas, Éventuellement en collision avec une barre de tirage standard.
- Solution: Des axes indépendants R1 et R2 permettent aux doigts d’ajuster dynamiquement leur hauteur, Dégager les obstacles et engager la pièce à la bonne surface de jauge.
4-Axe vs. 6-Axe vs. 8-Axe: Choisir la bonne machine
Tous les ateliers n’ont pas besoin d’une machine 8 axes. Si vous pliez principalement des supports rectangulaires plats, Les haches supplémentaires peuvent être exagérées. Toutefois, Si vous souhaitez élargir vos capacités, Comparez les différences ci-dessous.
| Caractéristiques | 4-Axe (Y1, Y2, X, R) | 6-Axe (Y1, Y2, X1, X2, R, Z) ou similaire | 8-Axe (Y1, Y2, X1, X2, R1, R2, Z1, Z2) |
| Profondeur de la jauge arrière | Bar partagé (Parallèle seulement) | Indépendant (Courbes inclinées possibles) | Indépendant (Courbes inclinées possibles) |
| Hauteur de la fourrière | Hauteur partagée | Hauteur partagée | Indépendant (Brides inégales) |
| Largeur des doigts (L/R) | Réglage manuel | Automatique (Z1/Z2 sont souvent liés ou indépendants) | Totalement automatique indépendant |
| Meilleur cas d’utilisation | Loges standards, Crochets simples | Pièces effilées, Volume plus élevé | Aérospatiale complexe, Architecture, Parties à plusieurs étages |
| Temps d’installation | Haut (Glissement manuel des doigts) | Douleur moyenne | Le plus bas (Entièrement automatisé) |
| Compétence de l’opérateur | Haut (Solution manuelle nécessaire) | Douleur moyenne | Baisser (La machine gère la géométrie) |
Note stratégique: Si votre production implique de simples pièces rectangulaires, vous pourriez maximiser le retour sur investissement avec une configuration plus simple. Découvrez notre guide sur4 Frein à pression CNC axe: Ce que tu peux construire avecpour voir si cela correspond mieux à vos besoins actuels.
Application dans le monde réel: Meilleurs cas d’utilisation pour la flexion 8 axes

La configuration à 8 axes excelle dans les secteurs où la précision est non négociable et où la géométrie des pièces varie énormément.
Revêtement architectural & Façades
L’architecture moderne privilégie la non-linéaire, tordu, et panneaux métalliques pavés. Celles-ci nécessitent souvent des brides dont la profondeur varie sur toute la longueur de la pièce.
- Pourquoi le 8-axe: L’indépendance X1/X2 permet de mesurer "Trapèze" panneaux précis sans marquer les lignes sur le film protecteur.
Composants aérospatiaux
Les supports d’avion et les nervures structurelles s’ajustent souvent en serrure, Fuselages courbés. Ils présentent rarement des angles simples de 90 degrés ou des arêtes carrées.
- Pourquoi le 8-axe: La combinaison des axes R indépendants (hauteur) et axes X (Profondeur) garantit que la pièce est correctement calibrée même si le bord de référence est courbé ou en escaliers.
High-Mix, Ateliers d’emploi à faible volume
Si votre atelier fonctionne 50 différents numéros de pièce par jour avec des tailles de lots de 5 à 10 unités, Le temps de configuration manuelle est votre plus grande perte.
- Pourquoi le 8-axe: Les axes Z1/Z2 éliminent le besoin pour l’opérateur de contourner l’arrière de la machine pour glisser les doigts. La machine est prête pour la Partie B, la deuxième Partie A est terminée.
Mini études de cas: Efficacité en action
Étude de cas A: L’atelier d’atelier d’architecture
Situation: Un atelier de fabrication à Chicago a remporté un contrat pour une façade de stade nécessitant 4,000 Panneaux en aluminium. 40% les panneaux étaient non rectangulaires (Trapèze).
Problème: Utilisation de leurs freins 4 essieux existants, Les opérateurs devaient tracer manuellement des lignes de courbure sur chaque partie trapézoïdale car le cartoir de fond ne pouvait pas correspondre à l’angle. Cela ajoutait 3 Minutes par partie.
Solution: Ils ont installé un frein à pression CNC Ragos 8 axes. Les axes X1/X2 étaient programmés pour imiter l’angle du panneau.
Conséquences: Le temps de préparation est tombé à zéro. Le scribe a été supprimé. Débit augmenté de 250% sur les panneaux complexes, Payer pour la différence de machine dans 8 Mois.
Étude de cas B: Le fabricant des boîtiers électroniques
Situation: Un fabricant de racks serveurs devait produire des châssis avec plusieurs niveaux internes et points de fixation.
Problème: Les pièces requises 12 Courbes par unité. Les opérateurs jetaient fréquemment des pièces parce qu’ils oubliaient d’ajuster manuellement la largeur des doigts (Axe des cotes) Entre les coudes 4 et plier 5, provoquant des collisions avec les brides latérales.
Solution: Un système à 8 axes avec mouvement automatisé Z1/Z2 a été mis en place.
Conséquences: Le contrôleur déplaçait automatiquement les doigts pour dégager les brides latérales entre les pas. Le taux de ferraille dû aux collisions est tombé à proche 0%, et la fatigue de l’opérateur a été significativement réduite.
FAQ: Questions fréquentes sur la flexion multi-axes
Un: En général, Non. Contrôleurs CNC modernes (comme Delem ou Cybelec utilisés sur les machines Ragos) visualise la partie en 3D. Vous importez le fichier STEP, et le logiciel calcule automatiquement le X, R, et positions Z. L’opérateur ne programme pas manuellement "X1 à 50mm"; Le logiciel s’en occupe.
Habituellement, Ce n’est pas rentable. Cela nécessite de remplacer tout l’ensemble du cartolier arrière, Moteurs servomoteurs, Moteurs, et souvent le contrôleur CNC lui-même. Il est presque toujours préférable d’acheter une machine conçue pour fonctionner sur 8 axes.
Un peu plus, simplement parce qu’il y a plus de servomoteurs et de vis à billes pour lubrifier et calibrer. Toutefois, Parce que le système est automatisé, il y a moins d’usure physique causée par les opérateurs qui frappent manuellement les doigts sur le rail.
Bien que cela varie selon le tonnage et la marque, Le saut de 6 À 8 Les axes représentent généralement une augmentation de 15 à 25 % du coût de la machine. Cette prime est justifiée si votre "Temps de mise en place" Les économies dépassent ce coût par rapport à la première 2 années.
Conclusion: La mise à niveau en vaut-il la peine ??
Investir dans un 8-Axe Frein à pression CNC Il ne s’agit pas seulement d’acheter "Plus de spécifications"—il s’agit d’acheter agilité.
Si votre chaîne de production est enlisée par des réglages manuels, Plans complexes, ou des parties qui ne peuvent tout simplement pas être évaluées sur une barre droite, Le système à 8 axes est un résolveur de problèmes. Il transforme le frein à pression d’un goulot d’étranglement en un centre de fabrication flexible.
Prochaines étapes pour votre atelier:
- Auditez votre ferraille: Perdez-vous des pièces à cause de géométries complexes ou d’erreurs manuelles de jauge?
- Vérifie ta géométrie: Refusez-vous souvent des travaux parce qu’ils impliquent des courbes effilées ou des brides non parallèles?
- Contact Ragos: Découvrez notre gamme de solutions multi-axes pour voir quelle configuration correspond à votre volume de production.
Prêt à commencer par les bases? Consultez les fondamentaux dans notre guide sur 4 Frein à pression CNC axe: Ce que tu peux construire avec.

