













8 軸式CNCプレスブレーキ: 資格, 精度, およびベストユースケース
なぜ8軸システムを選ぶのか?
ひとつの 8-軸式CNCプレスブレーキ 複雑な金属製造のために設計されています。, 非対称, またはテーパージオメトリが必要です. 標準的な機械は単純な曲げを扱うだけです, 8軸システムにより、複数のバックゲージフィンガーを独立して制御できます.
主なポイント:
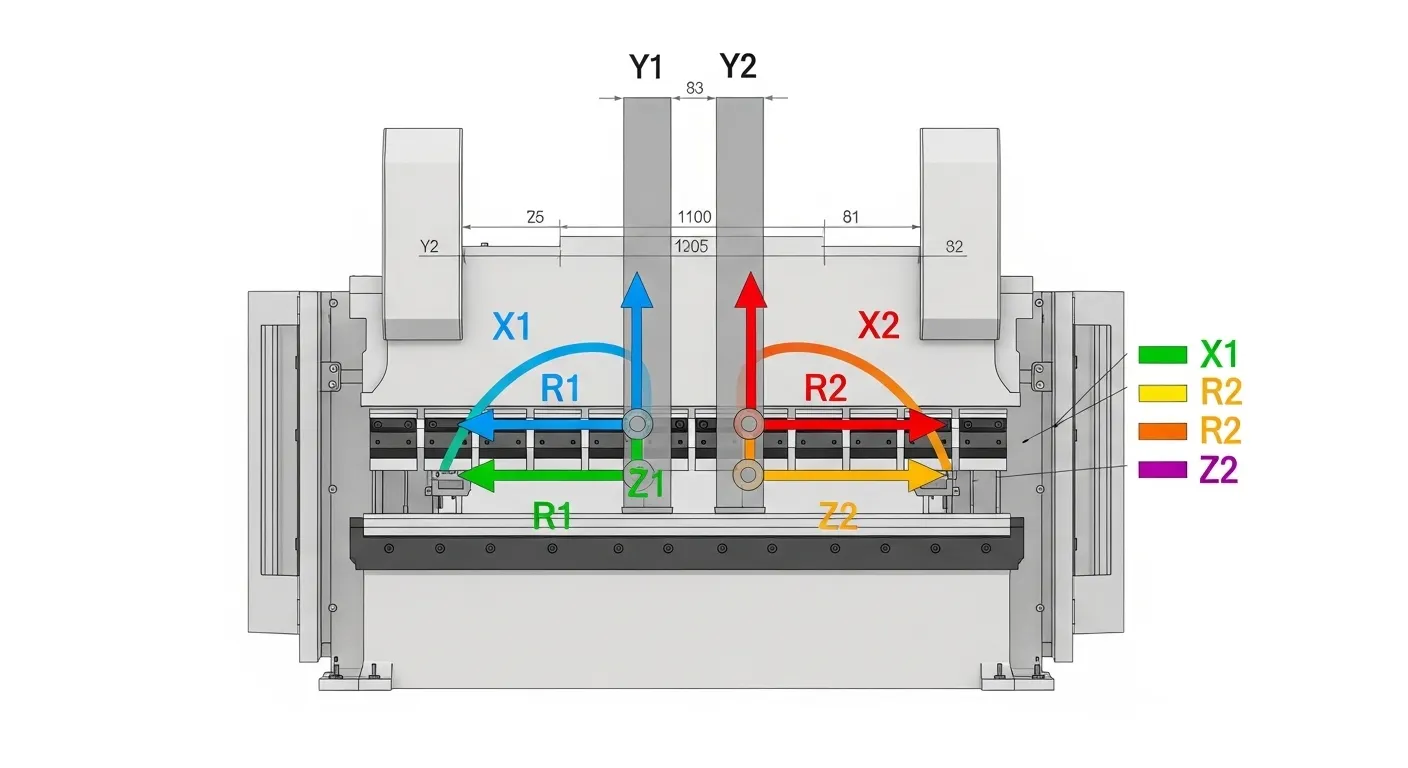
- ザ 8 定義された軸: Y1/Y2 (ラム), X1/X2 (バックゲージの深さ), R1/R2 (バックゲージの高さ), Z1/Z2 (バックゲージの横移動).
- 主な利点: 非平行なフランジラインや曲げ長を変える部品を手動の再校正なしで曲げる能力.
- ベスト・フォー: 航空宇宙部品, 複雑な建築外装, およびハイミックス, 設置時間が収益性を下げる低生産.
- ROIファクター: 曲げシーケンスの各ステップでバックゲージの位置調整を自動化することで、複雑な部品のセットアップ時間を劇的に短縮します.
構成の復号: 何をすればいいのか 8 斧は実際にそうです?
8軸機械への投資を正当化するために, 何に支払っているのかを正確に理解しなければなりません. ザ "魔法" 8軸システムの中には、バックゲージ指の完全に独立した動きが挙げられます.
標準的なプレスブレーキは通常、バックゲージタワーの動きを連結します. 8軸構成において, CNCコントローラーは以下の動きを独立して管理します:
- Y1 & Y2 (ラム運動): 上部ビームを下に駆動する標準的な油圧または電動シリンダー. ここでの独立制御は "空気曲げ" 精度と傾き (テーパードベンドの場合).
- X1 & X2 (バックゲージの深さ): これらの軸はバックゲージ指の前後の動きを制御します.
- 8軸の利点: 左指は右指とは異なる深さで位置づけることができます. これは、角度のある辺や非直角な辺を持つ部品を曲げる際に不可欠です (円錐形の曲げ).
- R1 & R2 (バックゲージの高さ): これらの軸は指の上下の垂直移動を制御します.
- 8軸の利点: すでに成形されていて片側が低く垂れ下がっているフランジのある部品を曲げる場合, R軸独立性により、片方の指は素材をキャッチするために下に下がり、もう一方は高い位置に留められます.
- Z1 & Z2 (指の横位置): これらの軸はバックゲージバーに沿って指を左右に動かす動きを制御します.
- 8軸の利点: 機械はすべてのベンドステップで指を最適な幅に自動的に配置します. 指を手動で滑らせるために機械を止める必要はありません, 多段曲げを大幅に高速化します.
主な機能: 複雑さを正確に扱う

8軸プレスブレーキの主な機能は 幾何学的柔軟性.
標準的な4軸環境において, オペレーターはしばしば作成しなければなりません "回避策" 複雑な部品の場合—ジグを使った, 金属に線を描く, 手動ストップの設定も可能です. 8軸システムがこれらの回避策をデジタル化します.
非対称曲げ (テーパード/円錐形の曲げ)
もし、曲げ線がシートの端と平行でないような、じょうごやブラケットを作る必要がある場合, 標準的なバックゲージが故障するのは、ストップバーがダイと平行であるためです.
- 解決策: X1とX2が独立して動く場合, バックゲージは斜めの停止線を作ります, 手動レイアウトなしで正確な円錐形の曲げを可能にします.
再セットアップなしの多段曲げ
複数の駅で曲がり角を重ねる部品の場合 (例えば, ベッド長に沿ったプログレッシブベンドセットアップ), Z1軸とZ2軸が臨界となります.
- 解決策: オペレーターがステーションAから部品を移動させると (左側) 駅Bまで (右側), Z軸は次の曲げの正しい位置に指を自動的に移動させます.
ダウンフランジの取り扱い
箱やパネルを曲げるとき, 以前の曲がりはフランジが垂れ下がることが多いです, 標準のバックゲージバーと衝突する可能性がある.
- 解決策: 独立したR1軸とR2軸により、指の高さを動的に調整できます, 障害物を除去し、正しい測定面で部品を噛み合うこと.
4-軸対. 6-軸対. 8-軸: 適切な機械の選択
すべての工場が8軸機械を必要としているわけではありません. 主に平らな長方形のブラケットを曲げる場合は, 余分な軸はやりすぎかもしれません. しかし, 能力を広げたいなら, 以下の違いを比較してください.
| 特徴 | 4-軸 (Y1, Y2, X, R) | 6-軸 (Y1, Y2, X1, X2, R, Z) または類似のもの | 8-軸 (Y1, Y2, X1, X2, R1, R2, Z1, Z2) |
| バックゲージの深さ | シェアバー (並列のみ) | 無所属 (斜めの曲がりも可能です) | 無所属 (斜めの曲がりも可能です) |
| バックゲージの高さ | 共有高さ | 共有高さ | 無所属 (不均一なフランジ) |
| 指幅 (左/右) | 手動調整 | オートマチック (Z1/Z2はしばしばリンクまたは独立) | 全自動独立 |
| 最適なユースケース | 標準ボックス, 単純な括弧 | テーパー部品, より大きな音量 | 複雑な航空宇宙, 建築, 多段部品 |
| 準備時間 | 高い (手動フィンガースライド) | 中程度 | 最低 (完全自動化) |
| オペレータースキル | 高い (手動での回避策が必要です) | 中程度 | 下げる (機械はジオメトリを扱います) |
戦略的注意: もしあなたの作品が単純な長方形の部品で構成されている場合, シンプルなセットアップでROIを最大化できるかもしれません. 私たちのガイドをご覧ください4 軸式CNCプレスブレーキ: それで作れるもの今のあなたのニーズに合うかどうか確かめるために.
実世界の応用: 8軸曲げの最適なユースケース

8軸構成は、精度が不可欠で部品の形状が大きく異なる業界で輝きます.
建築外装 & ファサード
現代建築は非線形を好む, 歪んだ, そしてテッセレーションされた金属パネル. これらは部品の長さにわたって深さが異なるフランジを必要とすることが多いです.
- なぜ8軸を選ぶのか: X1/X2の独立性により、ゲージングが可能になります "台形" 保護フィルムに線をつけずに正確にパネルを使った.
航空宇宙部品
航空機のブラケットや構造リブはしばしばタイトに収まります, 曲線胴体. 単純な90度の角度や四角いエッジを持つことはほとんどありません.
- なぜ8軸を選ぶのか: 独立したR軸の組み合わせ (身長) およびX軸 (深さ) 基準エッジが曲線や段差であっても、部品が正しくゲージされていることを保証します.
ハイミックス, 低ボリュームジョブショップ
もしあなたの店が稼働しているなら 50 1日に異なる部品番号があり、バッチサイズは5〜10単位です, 手動セットアップにかかる時間が最大の損失です.
- なぜ8軸を選ぶのか: Z1/Z2軸により、操作者が機械の後方を回って指を滑らせる必要がなくなりました. 機械はパートBの準備が整い、パートAが完成します.
ミニケーススタディ: 効率性
ケーススタディA: 建築ジョブショップ
状況: シカゴの製作工場がスタジアムのファサードの契約を獲得しました。 4,000 アルミニウムパネル. 40% パネルの中には長方形ではありませんでした (台形).
問題: 既存の4軸ブレーキの使用, バックゲージが角度に合わなかったため、オペレーターは各台形部品に手動で曲げ線を描かなければなりませんでした. これに加えて 3 パートごとの分.
解決策: 彼らはRagos製8軸CNCプレスブレーキを取り付けました. X1/X2軸はパネルの角度を模倣するようにプログラムされていました.
結果: セットアップ時間がゼロに短縮されました. スクライブは廃止されました. スループットは 250% 複雑なパネルに, 機械差額の支払い 8 数ヶ月.
ケーススタディB: 電子機器エンクロージャーメーカー
状況: 複数の内部層とマウントポイントを持つシャーシを製造するサーバーラックのメーカー.
問題: 必要な部品 12 単位あたりの曲がり. オペレーターは指幅を手動で調整し忘れて部品を頻繁に廃棄していました (Z 軸) 曲がり角の間で 4 そして曲げる 5, 側面フランジとの衝突を引き起こす.
解決策: 自動Z1/Z2移動を備えた8軸システムが実装されました.
結果: コントローラーはステップ間に指を動かしてサイドフランジをクリアしました. 衝突によるスクラップ率はほぼまで下がりました 0%, また、オペレーターの疲労も大幅に軽減されました.
FAQ: 多軸曲げに関するよくある質問
A: 一般的に, いいえ. 現代のCNCコントローラ (ラゴスの機械で使われるDelemやCybelecのように) 部品を3Dで視覚化する. STEPファイルをインポートします, ソフトウェアは自動的にXを計算します, R, およびZポジション. オペレーターは手動でプログラムしません "X1から50mmまで"; ソフトウェアが処理します.
たいていは, これはコスト効率が良くありません. バックゲージ全体のアセンブリを交換する必要があります, サーボモーター, ドライブ, そして多くの場合、CNCコントローラ自体も含まれます. ほとんどの場合、8軸動作用の機械を購入する方が良いです.
少しだけ多めに, 潤滑や校正のためのサーボモーターやボールスクリューが増えるためです. しかし, なぜならシステムは自動化されているからです, 操作者が手作業で指をレールに叩きつけることによる物理的な負担が少ないです.
トン数やブランドによって異なりますが, ジャンプ 6 宛先 8 軸は通常、機械コストを15〜25%増加させます. この保険料は、あなたの保険料が正当化されます "準備時間" 最初のコストよりも節約が上回ります 2 月日.
結論: アップグレードは価値がありますか??
投資 8-軸式CNCプレスブレーキ 単に買うだけではありません "さらなるスペック"—それは買うことだ アジリティ.
もし生産ラインが手動調整で足止めされている場合, 複雑なレイアウト, または、直線バーでは計測できない部品, 8軸システムは問題解決装置です. プレスブレーキをボトルネックから柔軟な製造センターへと変貌させます.
ショップの次のステップ:
- スクラップを監査しましょう: 複雑なジオメトリや手動の計測ミスで部品を失っていますか??
- ジオメトリを確認してください: テーパードベンドや非平行フランジを使う作業をよく断りますか??
- ラゴスに連絡: 当社の多軸ソリューションのラインナップをご覧いただき、生産量に合った構成をご覧ください.
基本から始める準備はできています? 私たちのガイドで基本をよく確認しましょう 4 軸式CNCプレスブレーキ: それで作れるもの.

