













自動CNCプレスブレーキ販売中: 重要な自動化オプション
自動CNCプレスブレーキは、高度なコンピュータ数値制御を用いて軸の動きを自動化する高精度の金属成形機械です, 工具の位置決め, 角度補償. で 2026, 適切な機械を選ぶということは、生のトン数を超えて、手作業を排除し生産のボトルネックを防ぐ特定の自動化機能に目を向けることです.
このガイドでは, あなたはその方法を学ぶでしょう:
- あなたの部品に対して4軸と8軸の構成を評価してください.
- 自動工具チェンジャーやクラウニングシステムのROIを計算しましょう.
- 既存のワークフローにロボットの曲げセルを統合する.
- 機械が十分に活用されていないという一般的な調達の落とし穴を避けましょう.
トータルオートメーションへの転換 2026
の定義 "自動" 進化した. 過去の数十年間, CNCプレスブレーキは単にバックゲージをプログラムされた位置に移動させるだけでした. 今日, トータルオートメーションは曲げサイクル全体を包含します, 材料厚み感知を含む, リアルタイム角度補正, およびIoT対応診断.
現代の製作工場向けに, 完全自動システムへの移行はもはや贅沢ではなく、労働コストの上昇に対抗するための必要不可欠なものとなっています. 2026年当時の6軸システムでも複雑なものを扱えます, 単一のセットアップでマルチベンドシーケンスを行える, 一方、従来の手動バックゲージセットアップでは、複数の機械停止や部品の手動再配置が必要でした. このシフトにより、オペレーターは繰り返しの物理的調整ではなく品質管理に集中できます.
ROIを生み出す主要な自動化オプション

自動化への投資は、機能が生産量に見合っている場合にのみ効果的です. 現在、投資収益率が最も高い主な選択肢は以下の通りです.
ロボット曲げセル vs. 単独ユニット
ロボット統合はプレスブレーキ自動化の頂点です. ロボットの曲げセルは特殊な腕を使ってピックを行います, 曲がり, そして、人間の介入なしに部品を積み重ねることができます. これは大量の運転や作業者の疲労を引き起こす重い部品に最適です. しかし, ハイミックスを扱う店舗向け, 低ボリューム作品, クイックチェンジ機能を備えた独立した自動CNCプレスブレーキは、より柔軟性が高いことが多いです.
自動クラウニングシステム
長いシーツを曲げるとき, 機械のベッドは偏向できます, 原因は "カヌー効果" 中央の角度が端より広い場合. 自動クラウニングシステムはセンサーを使ってこのたわみを検知し、下部テーブルをリアルタイムで調整します. これにより、部品全長にわたって一定の角度が保たれます, これは、すべてのワークピースに不可欠です 3 メートル.
自動工具チェンジャー (管制)
工具のセットアップが機械停止の最も重要な原因です. ATCはパンチを交換し、デジタルプログラムに基づいて数秒で死にます.
- 例: 複雑な部品で3つの異なる工具セットが必要です, ATCは以下のセットアップ時間を短縮できます。 20 分単位で 2 議事録 (検証が必要).
- よくある誤り: ATCを購入するが品質が低いものを使う, 自動交換時にトラブルを引き起こす非標準化の金型.
これらの特徴を最大限に活用するために, チームがシナジーを理解できるようにしましょう ツーリング & CNCプレスブレーキの自動化.
技術仕様: 4軸から8軸スペクトルへのナビゲーション
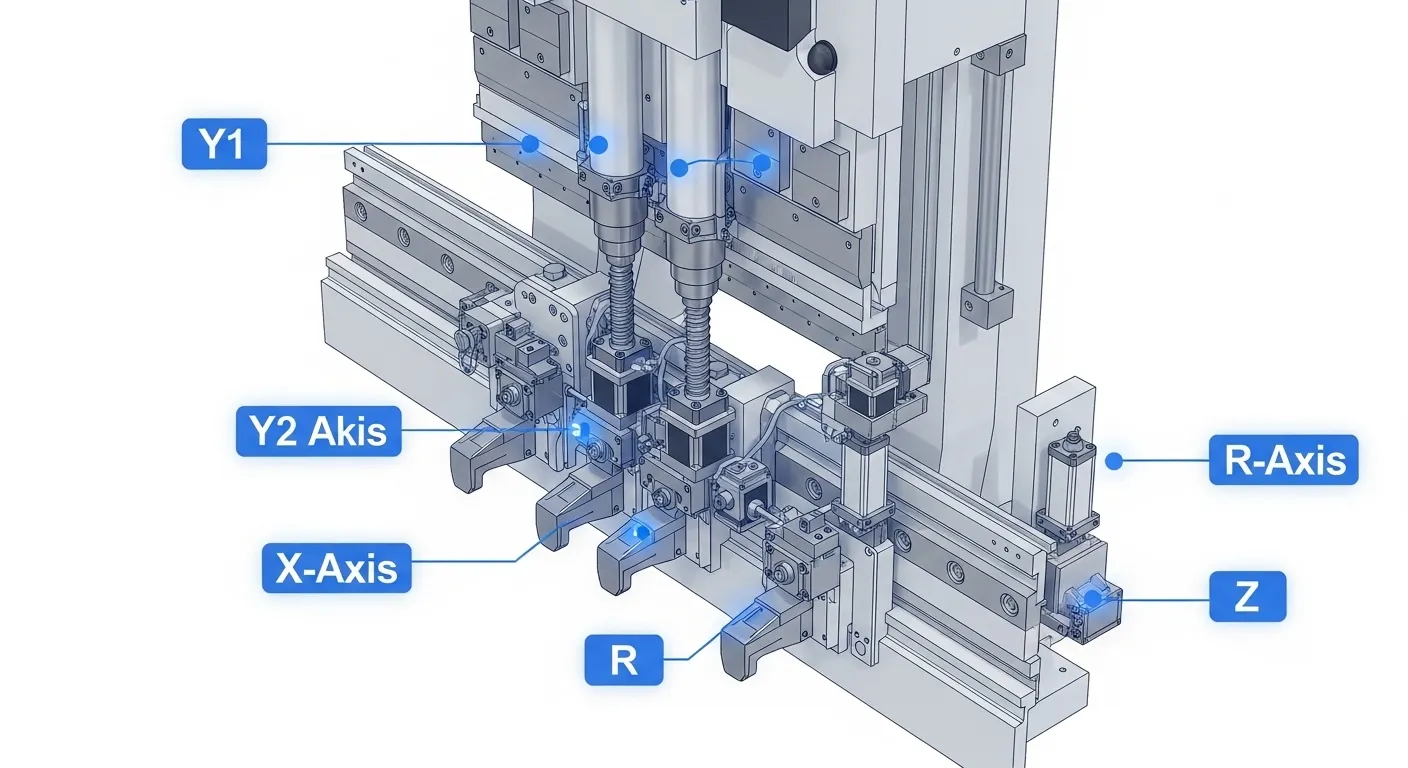
自動CNCプレスブレーキを販売する際には、軸の命名法を理解することが非常に重要です. 各軸は自由度と自動化の度合いを増します:
- Y1/Y2: ラム位置制御のための左右シリンダーの独立制御.
- X軸: バックゲージを前後に動かします (ベンドフランジの長さを決定する).
- R軸: バックゲージを上下に動かします (事前に曲げられたフランジを持つ部品に必須です).
- Z1/Z2軸: バックゲージの指を左右に動かします (テーパー部品や幅広のシートには必須).
よくある誤り: 簡単な90度ブラケット作業のために8軸機械を購入すること. もし部品が一貫して長方形で平らなら, 4軸や5軸のマシンははるかに高速な投資収益率を提供します.
コスト分析: 自動システムで支払うもの
自動CNCプレスブレーキの価格は、その "情報" および軸数. エントリーレベルの3軸マシンは手頃な価格ですが、かなりの手動作業が必要です. 高性能ロボットセルやATC付きの8軸機械は、資本支出が大幅に増加しますが、はるかに低い効果を提供します "部品あたりのコスト" 高容量環境において.
見積もりを見直す際に, コントローラーソフトウェアを必ず含めてください (例えばDelemやESAのようなもの) オフライン3Dプログラミング機能. 契約書に署名する前に確認すべき点の詳細な説明, 私たちのご参照ください CNCプレスブレーキマシンを購入: ステップバイステップの買い手チェックリスト.
なぜJSRAGOSから自動CNCプレスブレーキを選ぶのか?
JSRAGOSにて, 私たちは、 2026 工業規格. 私たちの機械は特徴です:
- 油圧サーボ同期: ミクロン単位の精度のために.
- 24/7 遠隔診断: IoT接続によるダウンタイムの削減.
- カスタムツール統合: 私たちはただ機械を売るだけではありません; 初日からお客様の特定のジオメトリに対応できるようサポートしています.
よくある質問
ノースカロライナ州 (数値制御) 機械は一般的にRAMの深さのみを制御します, 一方、CNC (コンピュータ数値制御) 機械は複数の軸を自動化します, グラフィカルインターフェースの提供, オフラインプログラミングや複雑な計算を可能にします.
価格はトン数や軸数によって大きく異なります. 標準的な100トンの4軸機械は、 $30,000, 一方で、完全自動化されたロボットセルはそれを超えることができます $200,000 (検証が必要). 2026年特有の価格で見積もりを依頼してください.
自動工具チェンジャー (管制) 小ロットにとって最も価値のある特徴です, なぜなら、 15-30 通常、異なる作業間で工具を交換するのに必要となる数分のダウンタイム.
はい, ただし、CNCコントローラが "ロボット準備完了。" これには通常、特定のインターフェースが必要です (ProfinetやEtherNet/IPのようなものです) そして安全センサーを妨げることなくロボットアームのアクセスを可能にする機械フレーム.
6軸バックゲージ (X1, X2, R1, R2, Z1, Z2) これにより、各バックゲージ指が独立して動くことができます. これは非対称部品を曲げるために必要なものです, テーパー形状, または、曲げ線が辺に平行でない複雑な幾何学.
ほとんどの産業用CNCプレスブレーキは220Vまたは480Vの三相電源を必要とします. 現代のハイブリッドオートマチックシステムはエネルギー効率が高く、最大で 60% 従来の油圧システムと比較して (検証が必要).
結論
販売中の自動CNCプレスブレーキの選定 2026 特定の自動化に焦点を当てる必要があります "層" あなたの店の特有のボトルネックを解決する. 自動クラウンシステムの精度であれ、ロボットセルの速度であれ, 目標は最大化することです "グリーンライトタイム"—機械が実際に金属を曲げている瞬間.

