













فرامل CNC متعددة المحاور: تحليل المحور من أجل دقة أفضل
فرامل الضغط CNC متعددة المحاور هي آلة متقدمة لصناعة المعادن تستخدم الفرامل المستقلة, مسارات حركة يتم التحكم بها بواسطة الحاسوب لأتمتة تتابع الانحناء المعقدة. عن طريق تنسيق الكبش, مقياس خلفي, وأنظمة التتويج, تلغي هذه الآلات التعديلات اليدوية وتضمن تكرارا عاليا لأجزاء الصفائح المعدنية المعقدة.
ما الذي ستتحكم به بنظام متعدد المحاور:
- عمق الدقة: تحكم في الزاوية الدقيقة لكل منعطف.
- التموضع العمودي: إدارة ارتفاعات القوالب المختلفة و "Z" الأشكال.
- حركة الأصابع الجانبية: التعديل التلقائي لاختلاف عرض الأجزاء.
- المرونة: التعامل مع الأجزاء غير المتماثلة والحواف المدببة.
- التسطح: تعويض انحراف الآلة في الوقت الحقيقي.
ما هو فرامل الضغط CNC متعددة المحاور?
في 2026 مشهد التصنيع, a "متعدد المحاور" فرامل الضغط تشير إلى أي نظام يتحكم في أكثر من الحركات الثلاث القياسية. بينما كانت فرامل قضيب الالتواء التقليدية تعتمد على التوقفات الميكانيكية والدوران اليدوي, يستخدم نظام CNC متعدد المحاور الحديث أنظمة هيدروليكية عالية السرعة ومشفرات لوضع كل مكون ضمن ميكرون.
على سبيل المثال, تتطلب الفرامل اليدوية من المشغل تحريك المقياس الخلفي فعليا لكل طول شفة مختلف. على النقيض من ذلك, يمكن لنظام CNC متعدد المحاور تنفيذ تسلسل من ستة انحناءات مختلفة في تدفق مستمر واحد, مع إعادة وضع العداد الخلفي في أجزاء من الثانية بين الضربات. هذا الانتقال من "نورث كارولاينا" (التحكم العددي) ل "CNC متعدد المحاور" يمثل القفزة من الطي الأساسي بزاوية 90 درجة إلى السرعة العالية, إنتاج الأجزاء المعقدة.
ال "الثلاثة الكبار" المحاور الأساسية (و, X, R)
يبدأ كل مشروع دقيق بهذه الحركات الأساسية. فهم كيفية تفاعلهم هو الخطوة الأولى نحو إتقان عائد الاستثمار على الآلة.
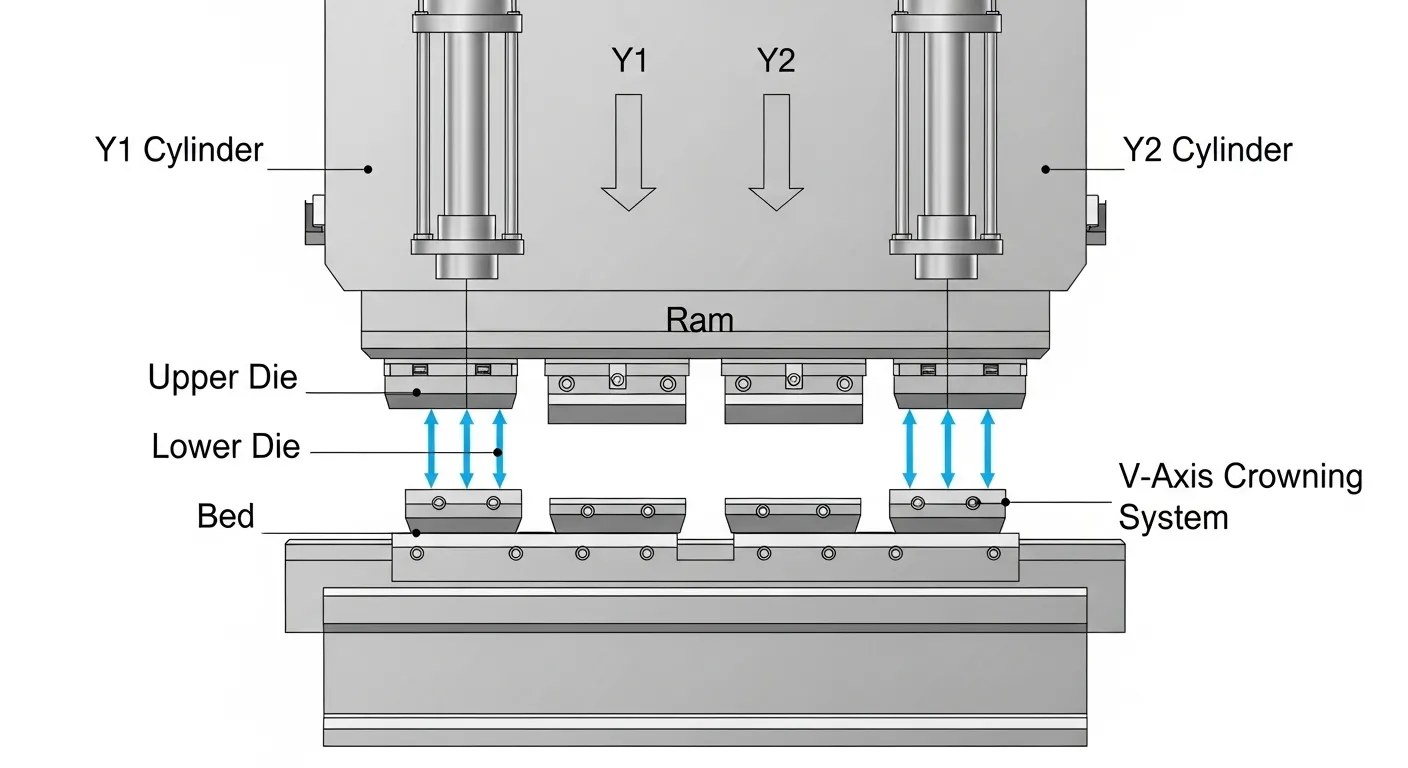
السنة الأولى & السنة الثانية (الكبش): لماذا اثنان?
معظم الأجهزة عالية الجودة هي "التربيت على الأسفل," حيث يتحرك العارضة العلوية نحو القاعدة. بدلا من محور Y واحد, استخدام الآلات ذات الجودة العالية السنة الأولى والثانية. تمثل هذه الأسطوانات الهيدروليكية اليمنى واليسرى.
- لماذا يهم ذلك: يسمح التحكم المستقل لل CNC بالتعويض إذا بدأ العارض في الميل. كما يسمح بالتعمد "تدرج"—حيث يكون أحد جانبي الانحناء أعمق قليلا من الآخر للأجزاء المخروطية المتخصصة.
محور X (القياس الخلفي): التحكم في العمق
يحرك محور X أصابع العداد الخلفي نحو أو بعيدا عن الأدوات. هذا يحدد طول الحافة.
- لماذا يهم ذلك: بدون محور X عالي السرعة, تحقيق أبعاد متسقة في سلسلة من 50 جزءا يكاد يكون مستحيلا. قد تتضمن أنظمة متقدمة أيضا X1 و X2 للتحكم المستقل في العمق على الأجزاء المائلة.
محور R (القمة): الحركة الرأسية
يتحكم محور R في الارتفاع الرأسي لأصابع العداد الخلفي.
- لماذا يهم ذلك: إذا كنت تشكل "Z" الشكل أو استخدام "مولتي-في" ال (قالب بأحجام فتحات مختلفة), يجب أن يتحرك مقياس الخلف للأعلى أو للأسفل لتجاوز المنعطف السابق أو مطابقة ارتفاع القالب الجديد.
- الخطأ الشائع: شراء جهاز بدون محور R ومحاولة "شيم" أصابع العداد الخلفي يدويا. هذا يهدر ساعات من وقت الإنتاج ويشكل مخاطر سلامة كبيرة.
المحاور المتقدمة: عندما لا يكون الأربعة محاور كافيا
مع تعقيد الأجزاء, تصبح الفؤوس الإضافية ضرورة بدلا من رفاهية. بينما يمكنك معرفة الأساسيات في دليلنا حول 4 فرامل الضغط CNC محور: ما الذي يمكنك بناؤه به, غالبا ما تتطلب المتاجر ذات الحجم الكبير المزيد.
Z1 & Z2 (الحركة الجانبية): عرض الإتقان
تسمح محاور Z1 و Z2 لأصابع العداد الخلفي بالتحرك يمينا ويسارا على طول الآلة.
- الفائدة: إذا كنت تقوم بثني حامل 100 مم متبوعا بورقة 1000 مم, ستنتشر الأصابع تلقائيا لدعم المادة الأوسع.
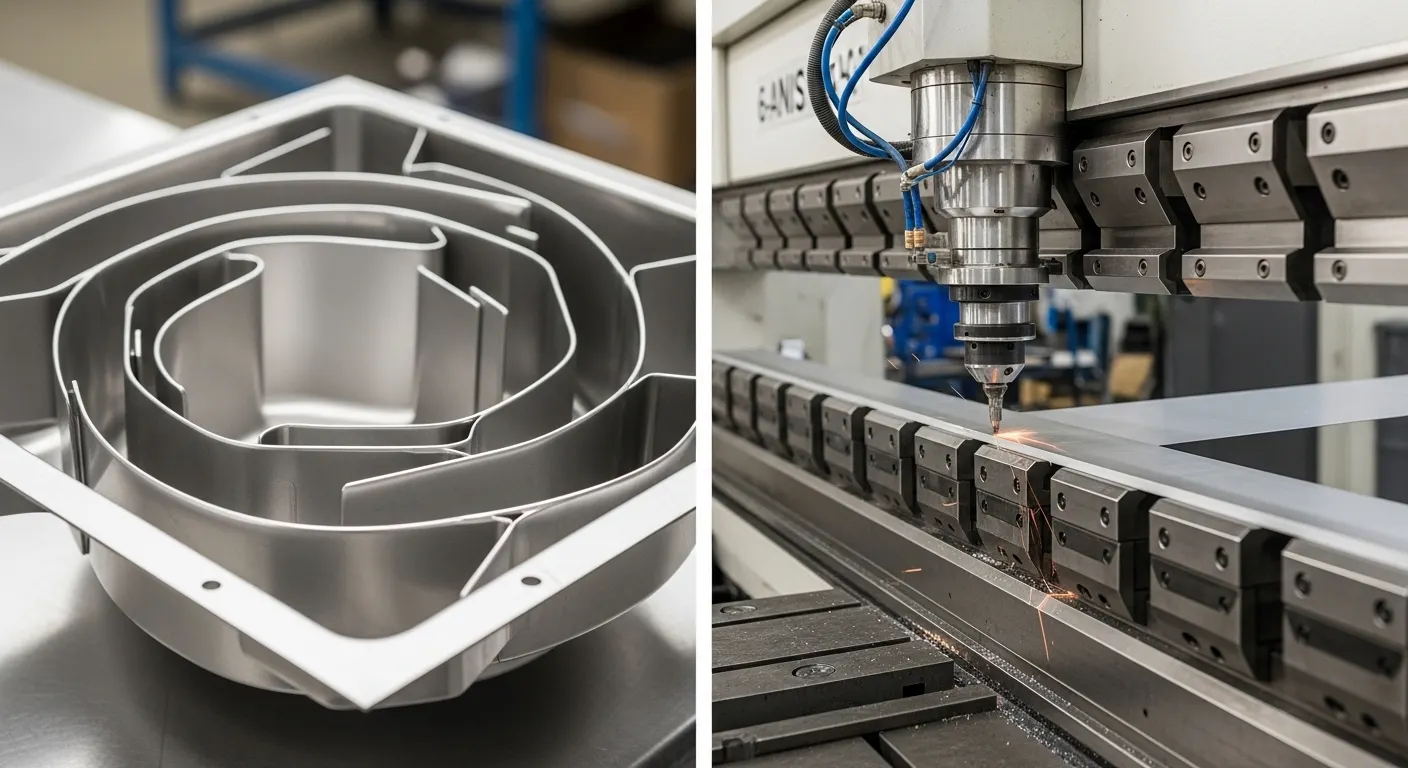
- مثال: صنع حوض مغسلة من الفولاذ المقاوم للصدأ بأربعة أطوال جانبية مختلفة; تحرك محاور Z الأصابع إلى نقاط الدعم المثلى لكل جانب.
المحور V (التوج): إلغاء "تأثير القارب"
عندما يتم ثني ورقة طويلة, مركز الجهاز ينحرف بشكل طبيعي للأعلى, مما يجعل منتصف الانحناء أعرض من الأطراف (ال "تأثير القارب"). ال محور V يتحكم في نظام التوج الميكانيكي أو الهيدروليكي في السرير السفلي.
- الفائدة: هو "المنحنيات المسبقة" السرير ليعكس تماما انحراف الكبش., مما يضمن زاوية 90 درجة عبر كامل طول الجزء بطول 3 أمتار أو 4 أمتار.
4-المحور مقابل المحور. 6-المحور مقابل المحور. 8-محور: مصفوفة قرارات العائد على الاستثمار
اختيار التكوين المناسب يعتمد كليا على مزيج منتجاتك.
| تعقيد الأجزاء | التكوين الموصى به | الفائدة الأساسية |
| الأقواس البسيطة / 90° ينحني | 3 أو رباعي المحاور (السنة الأولى, السنة الثانية, X, R) | التكلفة المنخفضة, السرعة العالية للأساسيات. |
| الصناديق, مرفقات, عروض متفاوتة | 6-محور (السنة الأولى, السنة الثانية, X, R, Z1, Z2) | لا يوجد ضبط يدوي للأصابع. |
| المجمع, الأجزاء المخصصة غير المتماثلة | 8-محور+ (يضيف X1, X2, R1, R2) | أقصى أتمتة إعداد. |
خطأ شائع في العائد على الاستثمار: غالبا ما يستثمر المشغلون بشكل زائد في الحمولة بينما يستثمرون أقل في المحاور. غالبا ما تتفوق آلة 8 محاور بوزن 100 طن على آلة ثلاثية المحاور بوزن 200 طن لأن وقت الإعداد يقل حتى 45% (يحتاج إلى تحقق).
إي-إي-إي-ت: المعايير الدقيقة وإشارات الثقة
في جسراغوس, نقيس الدقة بالميكرون. عند تقييم الأنظمة متعددة المحاور, تحقق دائما مما يلي:
- حل الترميز: تأكد من أن المحور Y بدقة لا تقل عن 0.005 مم.
- معايير السلامة: يجب حماية جميع الحركات متعددة المحاور بواسطة أنظمة أمان بالليزر (مثل LazerSafe أو DSP) لحماية المشغل أثناء الانتقالات عالية السرعة.
- البيانات الواقعية: 8-يمكن لآلات المحور تقليل إجمالي زمن دورة الجزء الجزئي بحوالي 30% مقارنة بنماذج الأربعة محاور (يحتاج إلى تحقق).
التعليمات: فهم محاور فرامل الضغط
يحرك محور R أصابع العداد الخلفي عموديا (صعودا وهبوطا). وهذا أمر ضروري لتنظيف المادة أثناء "Z" للثني أو للتعديل على ارتفاعات مختلفة للقوالب أثناء إعداد الأدوات المتعددة.
نعم, آلة ذات 4 محاور يمكنها ثني الصناديق, لكن عليك تحريك أصابع العداد الخلفي يدويا (محور Z) لعرض مختلف. آلة ذات 6 محاور أسرع بكثير في إنتاج الصناديق لأنها تؤتمت هذه الحركة الجانبية.
تسمح المحاور المزدوجة على شكل Y لل CNC بالتحكم في الأسطوانتين الأيسر واليمنى بشكل مستقل. هذا يضمن بقاء الرام مستويا تماما حتى لو كانت قطعة العمل غير مركزية, ويسمح بالتعمد "الإمالة" للأجزاء المدببة.
لمعظم التصنيع العام, 4 الفؤوس (السنة الأولى, السنة الثانية, X, R) هي الحد الأدنى من المتطلبات. إذا كنت تتعامل مع إنتاج عالي المزيج مع تغييرات متكررة في الإعدادات, 6 أو 8 يوصى باستخدام المحاور للحفاظ على الربحية.
يشير المحور V إلى نظام تعويض التوج. يقوم بضبط السرير السفلي للآلة لمنع حدوث ذلك "الانحناء" في وسط الأجزاء الطويلة, ضمان زاوية ثابتة من طرف إلى آخر.
عادة, لا. يتم دمج محاور CNC في وحدة التحكم والإطار الميكانيكي للآلة. غالبا ما يكون من الأكثر توفيرا شراء الفؤوس المطلوبة مقدما بدلا من محاولة التحديث.
الخاتمة
عدد المحاور في فرامل الضغط CNC يحدد بشكل مباشر مرونة ورشتك. بينما تعتبر آلة ذات 4 محاور حصانا صاعدا للتصنيع القياسي, الانتقال إلى 6 أو نظام 8 محاور هو الطريقة الأكثر فعالية لتقليل أوقات الإعداد والتعامل مع المعقد, الأجزاء ذات الهامش الربح العالي التي يرفضها المنافسون.

