













Frein à pression CNC multi-axes: Découpage des axes pour une meilleure précision
Un frein à pression CNC multi-axes est une machine sophistiquée de travail des métaux qui utilise une machine indépendante, Chemins de mouvement contrôlés par ordinateur pour automatiser des séquences complexes de flexion. En coordonnant le bélier, Écartement en arrière, et systèmes de couronnement, Ces machines éliminent les réglages manuels et assurent une grande répétabilité pour les pièces complexes en tôle.
Ce que vous contrôlerez avec un système multi-axes:
- Profondeur de précision: Contrôlez l’angle exact de chaque courbe.
- Positionnement vertical: Gérer différentes hauteurs de dés et "Z" Formes.
- Mouvement latéral des doigts: Ajustez automatiquement selon les largeurs de pièces.
- Flexibilité: Pièces asymétriques à manche et brides coniques.
- Plateté: Compenser la déviation de la machine en temps réel.
Qu’est-ce qu’un frein à pression CNC multi-axes?
Dans le 2026 Paysage de la fabrication, un "Multi-axes" Le frein à pression désigne tout système qui contrôle plus que les trois mouvements standards. Alors que les freins traditionnels à barres de torsion reposaient sur des butées mécaniques et un démarrage manuel, un système CNC multi-axes moderne utilise des systèmes hydrauliques et des encodeurs à haute vitesse pour positionner chaque composant à un maximum de microns.
Par exemple, Un frein manuel oblige l’opérateur à déplacer physiquement le cartolier arrière pour chaque longueur de bride différente. En revanche,, un système CNC multi-axes peut exécuter une séquence de six courbes différentes en un flux continu, le manomètre arrière se repositionnant en millisecondes entre les coups. Cette transition de "NC" (Contrôle numérique) À "CNC multi-axes" représente le saut du pliage basique à 90 degrés au mode haute vitesse, Production de pièces complexes.
Le "Les Trois Grands" Axes centraux (Et, X, R)
Chaque projet de précision commence par ces mouvements fondamentaux. Comprendre comment ils interagissent est la première étape pour maîtriser le retour sur investissement de la machine.
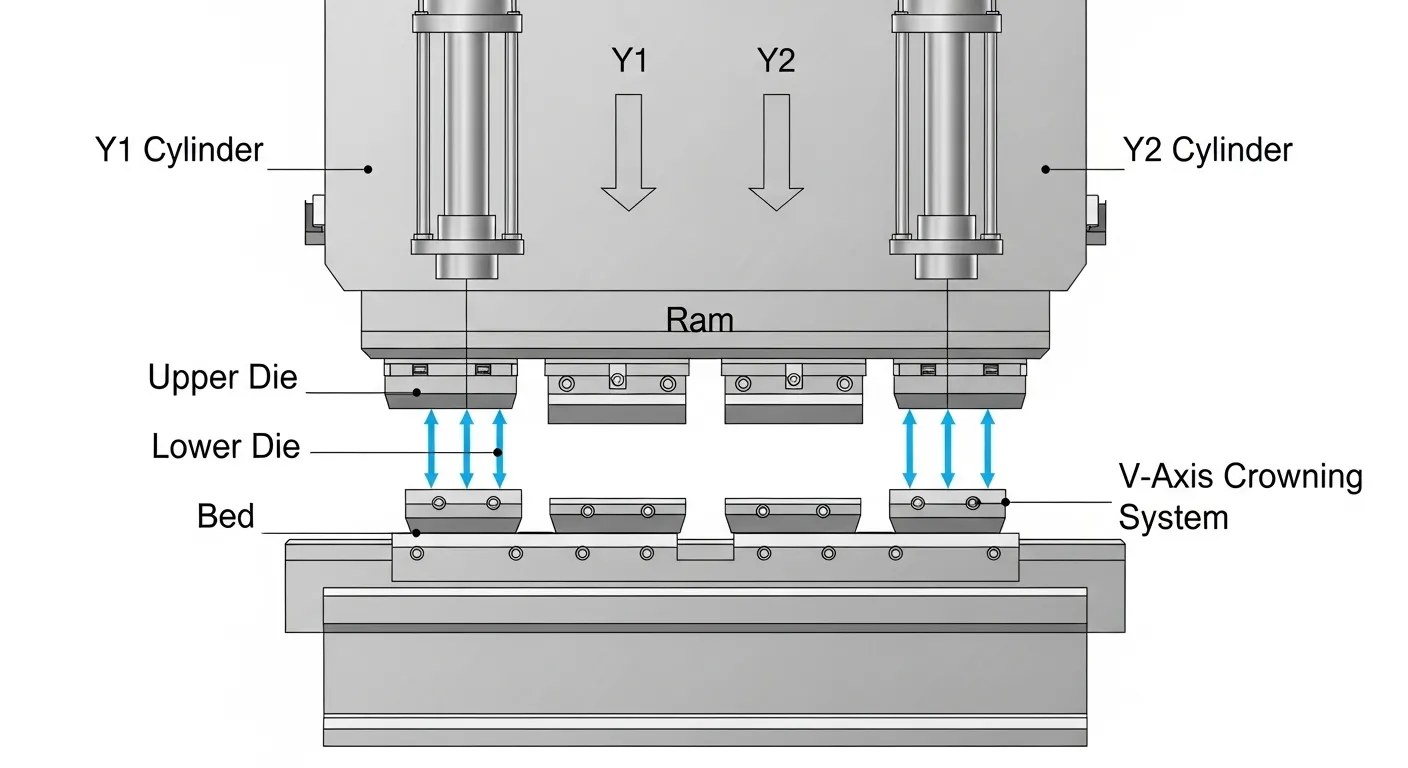
Y1 & Y2 (Le Bélier): Pourquoi Deux?
La plupart des machines haut de gamme sont "Descente," où la poutre supérieure se dirige vers le lit. Au lieu d’un axe Y unique, Utilisation de machines de qualité Y1 et Y2. Ils représentent les cylindres hydrauliques gauche et droit.
- Pourquoi cela compte: Un contrôle indépendant permet à la CNC de compenser si la poutre commence à pencher. Cela permet aussi des activités intentionnelles "Effilage"— où un côté de la courbure est légèrement plus profond que l’autre pour les parties spécialisées en forme de cône.
Axe X (Le Backgauge): Contrôle de la profondeur
L’axe X déplace les doigts de l’arrière-jauge vers ou loin de l’outillage. Cela détermine la longueur de votre bride.
- Pourquoi cela compte: Sans axe X à grande vitesse, Obtenir des dimensions constantes sur une série de 50 parties est presque impossible. Des systèmes avancés peuvent même être proposés X1 et X2 pour un contrôle indépendant de la profondeur sur les pièces inclinées.
Axe R (La Hauteur): Mouvement vertical
L’axe R contrôle la hauteur verticale des doigts de la jauge arrière.
- Pourquoi cela compte: Si vous formez un "Z" ou en utilisant un "multi-V" le (un dé avec différentes tailles d’ouverture), Le calibre de fond doit monter ou descendre pour dégager la courbure précédente ou correspondre à la nouvelle hauteur de la matrice.
- Erreur courante: Acheter une machine sans axe R et tenter de "Shim" doigts de calibre arrière manuellement. Cela fait perdre des heures de production et introduit des risques importants pour la sécurité.
Axes avancés: Quand 4 axes ne suffisent pas
À mesure que les pièces deviennent plus complexes, Des axes supplémentaires deviennent une nécessité plutôt qu’un luxe. Bien que vous puissiez apprendre les bases dans notre guide sur la 4 Frein à pression CNC axe: Ce que tu peux construire avec, Les magasins à fort volume exigent souvent plus.
Z1 & Z2 (Déplacement latéral): Largeur de mastering
Les axes Z1 et Z2 permettent aux doigts de la jauge arrière de bouger à gauche et à droite le long de la longueur de la machine.
- Le bénéfice: Si vous pliez un support de 100 mm suivi d’une feuille de 1000 mm, Les doigts s’écartent automatiquement pour soutenir le tissu plus large.
- Exemple: Fabrication d’un lavabo en acier inoxydable avec quatre longueurs latérales différentes; les axes Z déplacent les doigts vers les points de soutien optimaux pour chaque côté.
L’axe V (Couronnement): Éliminer le "Effet bateau"
Quand une longue feuille est pliée, Le centre de la machine se dévie naturellement vers le haut, ce qui fait que le centre du coude est plus large que les extrémités (le "Effet bateau"). Le Axe V contrôle un système mécanique ou hydraulique de couronnement dans le lit inférieur.
- Le bénéfice: Ça "Pré-courbes" le plateau pour refléter parfaitement la déviation du bélier, assurant un angle de 90 degrés sur toute la longueur de 3 ou 4 mètres de la pièce.
4-Axe vs. 6-Axe vs. 8-Axe: La matrice de décision sur le ROI
Le choix de la bonne configuration dépend entièrement de votre gamme de produits.
| Complexité des pièces | Configuration recommandée | Bénéfice principal |
| Crochets simples / 90° courbes | 3 ou 4-Axis (Y1, Y2, X, R) | Faible coût, Haute vitesse pour les bases. |
| Cartons, Enceintes, largeurs variables | 6-Axe (Y1, Y2, X, R, Z1, Z2) | Pas de réglage manuel des doigts. |
| Complexe, Pièces personnalisées asymétriques | 8-Axis+ (Ajoute X1, X2, R1, R2) | Automatisation maximale de la configuration. |
Erreur courante de retour sur investissement: Les opérateurs investissent souvent trop dans le tonnage mais sous-investissent dans les axes. Une machine 8 axes de 100 tonnes surproduit souvent une machine 3 axes de 200 tonnes car le temps de montage est réduit jusqu’à 45% (nécessite une vérification).
E-E-A-T: Normes de précision et signaux de confiance
Chez JSRAGOS, Nous mesurons la précision au micron. Lors de l’évaluation des systèmes multi-axes, Vérifiez toujours ce qui suit:
- Résolution de l’encodeur: Assurez-vous que l’axe Y a une résolution d’au moins 0,005 mm.
- Normes de sécurité: Tous les mouvements multi-axes doivent être protégés par des systèmes de sécurité laser (comme LazerSafe ou DSP) pour protéger l’opérateur lors des transitions à grande vitesse.
- Données réelles: 8-Les machines axes peuvent réduire le temps total de cycle partiel d’environ 30% comparé aux modèles à 4 axes (nécessite une vérification).
FAQ: Comprendre les axes de frein à pression
L’axe R déplace verticalement les doigts de la jauge arrière (Haut et bas). C’est essentiel pour dégager le matériau lors d’un "Z" courbe ou pour ajuster à différentes hauteurs de puce lors d’un installation multi-outils.
Oui, Une machine 4 axes peut plier des boîtes, Mais il faudra déplacer manuellement les doigts de l’arrière-jauge (Axe des cotes) pour différentes largeurs. Une machine 6 axes est nettement plus rapide pour la production en boîte car elle automatise ce mouvement latéral.
Les doubles axes Y permettent à la CNC de contrôler indépendamment les cylindres gauche et droit. Cela garantit que la RAM reste parfaitement nivelée même si la pièce est décentrée, et cela permet des intentionnels "Inclinaison" pour les parties coniques.
Pour la plupart des fabrications générales, 4 Axes (Y1, Y2, X, R) sont les exigences minimales. Si vous gérez une production à haute intensité avec des changements fréquents de configuration, 6 ou 8 Les axes sont recommandés pour maintenir la rentabilité.
L’axe V fait référence au système de compensation de couronnement. Il ajuste le plateau inférieur de la machine pour éviter "Réconfort" au centre des longues parties, Assurant un angle constant d’un bout à l’autre.
Habituellement, Non. Les axes CNC sont intégrés au contrôleur de la machine et au cadre mécanique. Il est presque toujours plus économique d’acheter les haches nécessaires à l’avance plutôt que de tenter une rétrofit.
Conclusion
Le nombre d’axes sur votre frein à pression CNC détermine directement la polyvalence de votre atelier. Alors qu’une machine à 4 axes est un cheval de bataille pour la fabrication standard, Passage à un 6 ou le système à 8 axes est la méthode la plus efficace pour réduire les temps de mise en place et s’attaquer au complexe, Des pièces à forte marge que les concurrents refusent.

