













Freno a pressa CNC multiasse: Scomposizione degli assi per una maggiore precisione
Un freno a pressa CNC multiasse è una sofisticata macchina per la lavorazione dei metalli che utilizza l'indipendenza, percorsi di movimento controllati da computer per automatizzare sequenze complesse di piegatura. Coordinando il ram, Scartamento di arretramento, e sistemi di coronazione, Queste macchine eliminano le regolazioni manuali e garantiscono un'alta ripetibilità per parti in lamiera intricate.
Cosa controllerai con un sistema multiasse:
- Profondità di precisione: Controlla l'angolo esatto di ogni curva.
- Posizionamento verticale: Gestire diverse altezze dei diei e "Z" Forme.
- Movimento laterale delle dita: Regola automaticamente per le diverse larghezze dei pezzi.
- Flessibilità: Manico delle parti asimmetriche e flange conicate.
- Piattezza: Compensare la deviazione della macchina in tempo reale.
Cos'è un freno a pressione CNC multiasse?
Nel 2026 Panorama della fabbricazione, un "Multiasse" Il freno a pressione si riferisce a qualsiasi sistema che controlli più dei tre movimenti standard. Mentre i freni a barra di torsione tradizionali si basavano su fermate meccaniche e avviamento manuale, un moderno sistema CNC multiasse utilizza idraulica ad alta velocità e encoder per posizionare ogni componente entro micron.
Per esempio, Un freno manuale richiede all'operatore di spostare fisicamente il retrogradimento per ogni diversa lunghezza di flange. Al contrario, un sistema CNC multiasse può eseguire una sequenza di sei diverse curve in un unico flusso continuo, con il retrograditore che si riposiziona in millisecondi tra una corsa e l'altra. Questa transizione da "NC" (Controllo numerico) A "CNC multiasse" rappresenta il salto dal semplice piegamento a 90 gradi all'alta velocità, Produzione di componenti complessi.
Le "Big Three" Assi principali (E, X, R)
Ogni progetto di precisione inizia con questi movimenti fondamentali. Capire come interagiscono è il primo passo per padroneggiare il ROI delle macchine.
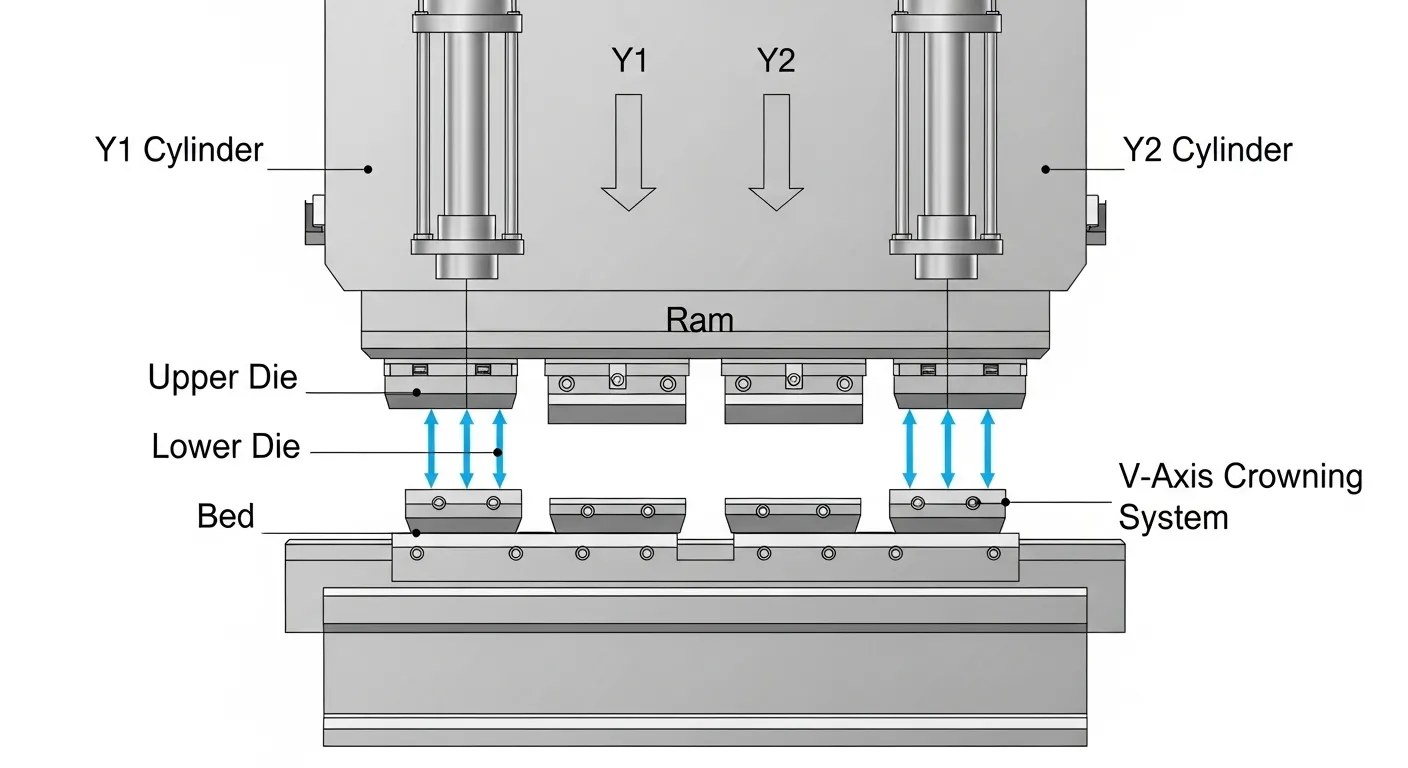
Y1 & Y2 (Il Monte): Perché Due?
La maggior parte delle macchine di fascia alta sono "Scaricare verso il basso," dove la trave superiore si muove verso il letto. Invece di un singolo asse Y, Uso di macchine di qualità Y1 e Y2. Questi rappresentano i cilindri idraulici sinistro e destro.
- Perché è importante: Il controllo indipendente permette alla CNC di compensare se il fascio inizia a inclinarsi. Permette anche intenzionalmente "Riduzione del tasso"—dove un lato della piega è leggermente più profondo dell'altro per le parti specializzate a forma di cono.
Asse X (Il Backgauge): Controllo della profondità
L'asse X sposta le dita del retrocalibro verso o lontano dall'attrezzatura. Questo determina la lunghezza della flangia.
- Perché è importante: Senza un asse X ad alta velocità, Ottenere dimensioni costanti su una serie di 50 parti è quasi impossibile. Sistemi avanzati possono persino avere X1 e X2 per un controllo indipendente della profondità su parti inclinate.
Asse R (L'Altezza): Movimento verticale
L'asse R controlla l'altezza verticale delle dita del retrocalibro.
- Perché è importante: Se stai formando un "Z" o usando un "multi-V" il (un dado con dimensioni di apertura diverse), Il backgauge deve muoversi verso l'alto o verso il basso per superare la curva precedente o per corrispondere all'altezza del nuovo dado.
- Errore comune: Acquistare una macchina senza asse R e tentare di "shim" Dita di backgauge manualmente. Questo fa sprecare ore di tempo produttivo e introduce rischi significativi per la sicurezza.
Assi avanzati: Quando 4 assi non bastano
Man mano che le parti diventano più complesse, Assi aggiuntivi diventano una necessità piuttosto che un lusso. Mentre puoi imparare le basi nella nostra guida sul 4 Asse Freno a Pressa CNC: Cosa puoi costruire con esso, I negozi ad alto volume spesso richiedono più.
Z1 & Z2 (Movimento laterale): Larghezza di mastering
Gli assi Z1 e Z2 permettono alle dita di scartamento posteriore di muoversi a sinistra e a destra lungo tutta la lunghezza della macchina.
- Il beneficio: Se stai piegando una staffa da 100mm seguita da una lastra da 1000mm, Le dita si allargano automaticamente per sostenere il tessuto più largo.
- Esempio: Realizzare un lavabo in acciaio inox con quattro diverse lunghezze laterali; gli assi Z spostano le dita verso i punti di supporto ottimali per ogni lato.
L'asse V (Incoronazione): Eliminando il "Effetto barca"
Quando un foglio lungo viene piegato, Il centro della macchina si sposta naturalmente verso l'alto, facendo sì che il centro della piega sia più largo delle estremità (Le "Effetto barca"). Le Asse V Controlla un sistema meccanico o idraulico di incoronazione nel piano inferiore.
- Il beneficio: Esso "Pre-curve" il letto rispecchia perfettamente la deviazione dell'ariete, garantendo un angolo di 90 gradi su tutta la lunghezza di 3 o 4 metri del pezzo.
4-Asse vs. 6-Asse vs. 8-Asse: La matrice decisionale sul ROI
La scelta della configurazione giusta dipende interamente dalla tua combinazione di prodotti.
| Complessità delle parti | Configurazione consigliata | Beneficio principale |
| Semplici parentesi / 90° piega | 3 o 4-assi (Y1, Y2, X, R) | Basso costo, Alta velocità per le basi. |
| Scatole, Custodie, larghezze variabili | 6-Asse (Y1, Y2, X, R, Z1, Z2) | Nessuna regolazione manuale delle dita. |
| Complesso, Parti personalizzate asimmetriche | 8-Axis+ (Aggiunge X1, X2, R1, R2) | Automazione massima dell'installazione. |
Errore comune sul ROI: Gli operatori spesso investono troppo nel tonnellaggio ma poco negli assi. Una macchina a 8 assi da 100 tonnellate spesso produce più di una macchina a 3 assi da 200 tonnellate perché il tempo di configurazione viene ridotto fino a 45% (Necessita di verifica).
E-E-A-T: Standard di Precisione e Segnali di Fiducia
Presso JSRAGOS, Misuriamo la precisione in micron. Quando si valutano sistemi multiasse, Verifica sempre quanto segue:
- Risoluzione dell'encoder: Assicurarsi che l'asse Y abbia una risoluzione di almeno 0,005 mm.
- Standard di sicurezza: Tutti i movimenti multiasse dovrebbero essere sorvegliati da sistemi di sicurezza laser (come LazerSafe o DSP) per proteggere l'operatore durante le transizioni ad alta velocità.
- Dati del mondo reale: 8-Le macchine ad asse possono ridurre il tempo totale di ciclo delle parti di circa 30% rispetto ai modelli a 4 assi (Necessita di verifica).
Domande frequenti: Comprendere gli assi dei freni a pressione
L'asse R muove verticalmente le dita del retrocalibro (su e giù). Questo è essenziale per rimuovere il materiale durante un "Z" piegare o per adattarsi a diverse altezze di die durante un setup multiutensile.
Sì, Una macchina a 4 assi può piegare scatole, Ma dovrai spostare manualmente le dita del backgauge (Asse Z) per larghezze diverse. Una macchina a 6 assi è significativamente più veloce per la produzione in scatola perché automatizza questo movimento laterale.
I doppi assi Y permettono al CNC di controllare indipendentemente i cilindri sinistro e destro. Questo garantisce che il ram rimanga perfettamente in linea anche se il pezzo è fuori centro, e permette intenzionalmente "inclinazione" per parti rastremate.
Per la maggior parte delle costruzioni generali, 4 Assi (Y1, Y2, X, R) sono il requisito minimo. Se gestisci la produzione ad alta miscelazione con frequenti cambi di configurazione, 6 o 8 Si raccomandano assi per mantenere la redditività.
L'asse V si riferisce al sistema di compensazione della coronazione. Regola il piano inferiore della macchina per evitare "Inchino" al centro di lunghe parti, assicurando un angolo costante da un capo all'altro.
Di solito, No. Gli assi CNC sono integrati nel controller della macchina e nel telaio meccanico. È quasi sempre più conveniente acquistare le asce richieste subito piuttosto che tentare un retrofit.
Conclusione
Il numero di assi sul freno a pressione CNC determina direttamente la versatilità della tua officina. Mentre una macchina a 4 assi è un cavallo di battaglia per la fabbricazione standard, Passando a un 6 oppure il sistema a 8 assi è il modo più efficace per ridurre i tempi di preparazione e affrontare il complesso, Parti ad alto margine che i concorrenti rifiutano.

