













多軸CNCプレスブレーキ: より良い精度のための軸のブレイクダウン
多軸CNCプレスブレーキは、独立した機械を用いた高度な金属加工機械です, 複雑な曲げシーケンスを自動化するためのコンピューター制御の動き経路. ラムを調整することで, バックゲージ, クラウンシステム, これらの機械は手動調整を省き、複雑な板金部品に対して高い再現性を確保しています.
多軸システムで何を制御するか:
- 精密深度: すべてのカーブの正確な角度を制御する.
- 垂直位置: 異なるダイの高さを管理し、 "Z" 図形.
- 横指の動き: 部品幅の変化に合わせて自動調整します.
- 柔軟性: ハンドルは非対称部品とテーパーフランジ.
- 平坦性: 機械のたわみをリアルタイムで補正.
マルチアックスCNCプレスブレーキとは何か?
では 2026 製造の風景, ある "多軸" プレスブレーキとは、標準の3つの動きを超える制御システムを指します. 従来のトーションバーブレーキは機械式の停止と手動クランキングに依存していました, 現代の多軸CNCシステムは高速油圧とエンコーダーを用いて、すべての部品をミクロン単位で位置特定します.
例えば, 手動ブレーキでは、オペレーターが異なるフランジの長さごとにバックゲージを物理的に動かす必要があります. 対照的に, 多軸CNCシステムは、1つの連続フローで6つの異なる曲げの連続を実行することができます, バックゲージはストローク間で数ミリ秒単位で位置を変えます. この移行 "ノースカロライナ州" (数値制御) 宛先 "多軸CNC" 基本的な90度折りたたみから高速へのジャンプを表します, 複雑な部品製造.
ザ "ビッグスリー" コア軸 (そして, X, R)
すべての精密プロジェクトは、これらの基礎的な動きから始まります. それらがどのように相互作用するかを理解することが、マシンROIをマスターするための第一歩です.
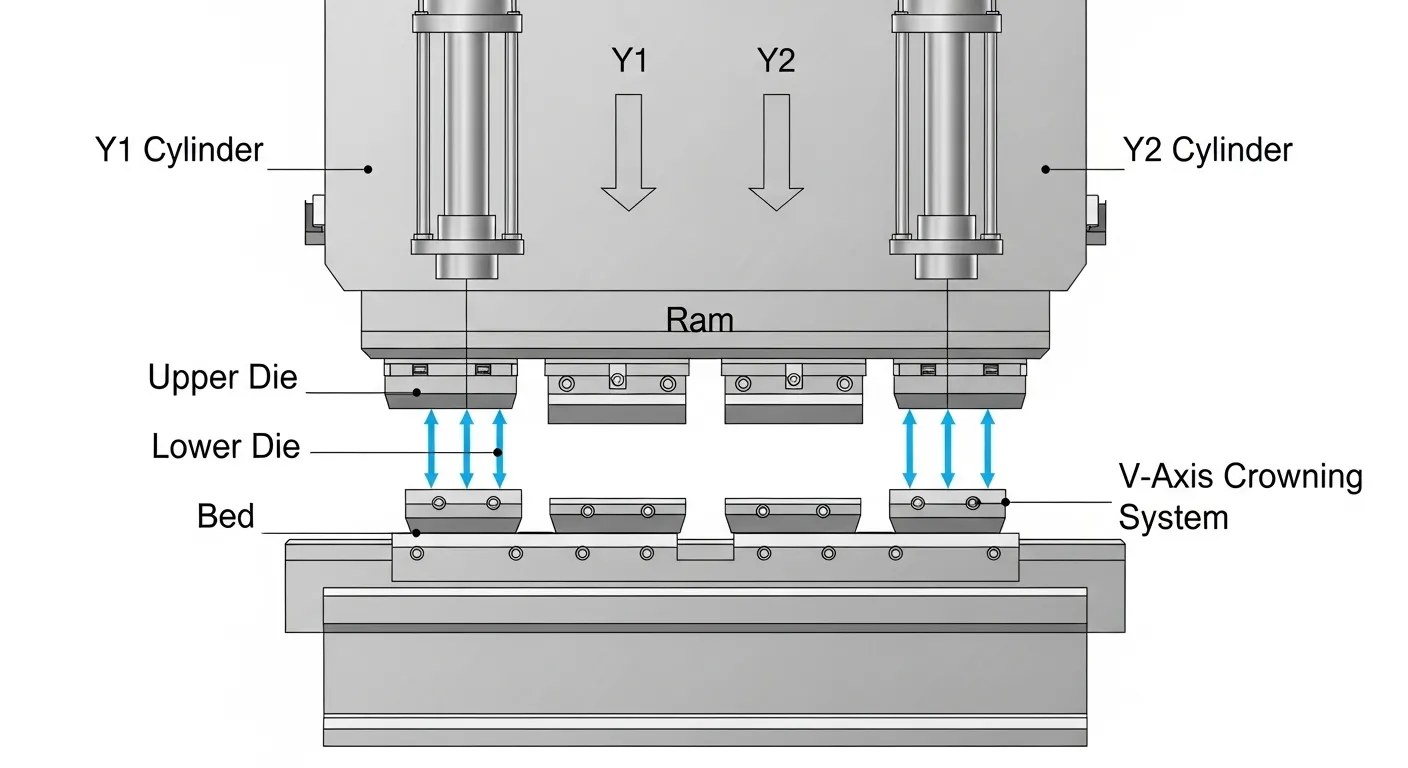
Y1 & Y2 (ラム): なぜ二つなのか?
ほとんどのハイエンドマシンは "ダウンストローク," 上部の梁がベッドに向かって動く位置. 単一のY軸の代わりに, 高品質な機械の使用 Y1とY2. これらは左と右の油圧シリンダーを表しています.
- なぜ重要なのか: 独立した制御により、ビームが傾き始めた場合にCNCが補正できます. また、意図的な "テーパリング"—特殊な円錐形部品の場合、曲がりの片側がもう一方よりやや深くなる場合.
X軸 (バックゲージ): 深度制御
X軸はバックゲージフィンガーを金型に近づけたり遠ざけたりします. これがフランジの長さを決めます.
- なぜ重要なのか: 高速X軸なし, 50部構成のランで一貫した寸法を出すのはほぼ不可能です. 高度なシステムも搭載される可能性があります X1とX2 角度のある部分の独立した深度制御のために.
R軸 (高さ): 垂直移動
R軸はバックゲージ指の垂直高さを制御します.
- なぜ重要なのか: もしあなたが "Z" 形状や "マルチV" その (開口サイズが異なるサイコロ), バックゲージは前の曲げをクリアするか新しいダイスの高さに合わせて上下に動かなければなりません.
- よくある誤り: R軸のない機械を買って、 "シム" バックゲージ指は手動で操作します. これにより生産時間が無駄になり、重大な安全リスクが生じます.
アドバンスド・アックス: 4軸だけでは足りないとき
部品がより複雑になるにつれて, 追加の軸は贅沢ではなく必需品となります. 基本については、私たちのガイドで学ぶことができます。 4 軸式CNCプレスブレーキ: それで作れるもの, 大量生産店はより多くの人材を必要とすることが多いです.
Z1 & Z2 (横方向の移動): マスタリング幅
Z1軸とZ2軸により、バックゲージ指が機械の長さに沿って左右に動くことができます.
- メリット: 100mmのブラケットを曲げて1000mmのシートを曲げる場合, 指は自動的に広がって広い素材を支えます.
- 例: 4つの異なる側面の長さを持つステンレス製のシンク洗面器を作る; Z軸は指を各側の最適な支持点へ移動させます.
V軸 (冠付け): 除去 "ボート効果"
長いシートを曲げるとき, 機械の中心部は自然に上方に偏向します, そのため、曲がりの中央が端よりも幅が広くなります (ザ "ボート効果"). ザ V軸 下部ベッドの機械的または油圧クラウニングシステムを制御します.
- メリット: それは "前曲線" ラムのたわみを完璧に反映させるベッド, 部品の3メートルまたは4メートル全長にわたって90度の角度を確保すること.
4-軸対. 6-軸対. 8-軸: ROI意思決定マトリックス
適切な構成の選択は、完全にあなたの製品ミックスにかかっています.
| 部品の複雑さ | 推奨構成 | 主な利点 |
| 単純な括弧 / 90°の曲がり | 3 または4軸 (Y1, Y2, X, R) | 低コスト, 基礎は高速. |
| ボックス, エンクロージャ, 幅の変動 | 6-軸 (Y1, Y2, X, R, Z1, Z2) | 手動で指を調整することはありません. |
| 複合体, 非対称カスタムパーツ | 8-軸+ (追加 X1, X2, R1, R2) | 最大設定自動化. |
よくあるROIのミス: オペレーターはトン数に過剰投資する一方で軸数には投資が不足することが多いです. 100トンの8軸機械は、セットアップ時間が最大で短縮されるため、200トンの3軸機械よりも生産力が高いことが多いです。 45% (検証が必要).
E-E-A-T: 精密基準と信頼信号
JSRAGOSにて, 精度はミクロン単位で測定します. 多軸システムの評価において, 必ず以下のことを確認してください:
- エンコーダ解像度: Y軸の解像度は少なくとも0.005mmであることを確認しましょう.
- 安全基準: すべての多軸運動はレーザー安全システムで保護されるべきです (例えばLazerSafeやDSPのようなものです) 高速転換時にオペレーターを保護するため.
- 実世界データ: 8-軸機械は総部分サイクル時間をおおよそ短縮できます 30% 4軸モデルと比較して (検証が必要).
FAQ: プレスブレーキ軸の理解
R軸はバックゲージの指を垂直に動かします (上がったり下がったり). これは、 "Z" 曲げやマルチツールセットアップ中の異なるダイ高さの調整用.
はい, 4軸機械は箱を曲げることができます, ただし、バックゲージの指は手動で動かす必要があります (Z 軸) 幅の違いに対して. 6軸機械はこの横移動を自動化するため、箱の生産において格段に高速です.
デュアルY軸により、CNCは左右のシリンダーを独立して制御できます. これにより、ワークピースが中心からずれていてもラムが完全に水平に保たれます, そして、意図的な "傾き" テーパー部品の場合.
ほとんどの一般的な製造において, 4 軸 (Y1, Y2, X, R) は最低要件です. 頻繁にセットアップを変える高ミックス生産を扱うなら, 6 又は 8 収益性を維持するために軸を推奨します.
V軸はクラウニング補償系を指します. 機械の下部ベッドを調整して、事故を防ぐ役割を果たします "お辞儀" 長部の中心部に, 端から端まで一定の角度を確保するためです.
通常は, いいえ. CNC軸は機械のコントローラーと機械フレームに統合されています. 必要な軸を事前に購入する方が、改造を試みるよりもほとんどの場合コスト効率が良いです.
結論
CNCプレスブレーキの軸数は、工房の多用途性を直接決定します. 一方、4軸機械は標準的な製造においては主力機となります, Aへ移籍 6 または8軸システムがセットアップ時間を短縮し、複雑な構造に取り組む最も効果的な方法です, 競合他社が断る高利益率部品.

