













다축 CNC 프레스 브레이크: 더 나은 정밀도를 위한 축 파괴
다축 CNC 프레스 브레이크는 독립 방식을 사용하는 정교한 금속 가공 기계입니다, 복잡한 굽힘 시퀀스를 자동화하기 위한 컴퓨터 제어 이동 경로. 램을 조율함으로써, 백게이지, 그리고 크라우잉 시스템, 이 기계들은 수동 조정을 없애고 복잡한 판금 부품의 높은 반복성을 보장합니다.
다축 시스템에서 무엇을 제어하는지에 대해:
- 정밀 깊이: 모든 코너의 정확한 각도를 조절하세요.
- 수직 위치: 다양한 다이 높이를 관리하고 "Z" 형태.
- 측면 손가락 움직임: 부품 폭에 따라 자동으로 조정.
- 유연성: 비대칭 부품과 테이퍼드 플랜지 핸들.
- 평평성: 기계 굴절을 실시간으로 보정하기.
멀티축 CNC 프레스 브레이크란 무엇인가요?
In the 2026 제작 풍경, a "다축" 프레스 브레이크는 표준 세 가지 움직임 이상을 제어하는 모든 시스템을 의미합니다. 반면 전통적인 토션 바 브레이크는 기계적 정지와 수동 크랭킹에 의존했습니다, 현대 다축 CNC 시스템은 고속 유압과 인코더를 사용하여 모든 부품을 마이크론 내에서 위치시킨다.
예를 들어, 수동 브레이크는 플랜지 길이가 달라질 때마다 백게이지를 물리적으로 움직여야 합니다. 반면에, 다축 CNC 시스템은 한 번의 연속 흐름에서 여섯 가지 서로 다른 굽힘 시퀀스를 수행할 수 있습니다, 백게이지는 스트로크 사이에 밀리초 단위로 스스로 재배치됩니다. 이 전환은 "노스캐롤라이나" (수치 제어) 받는 사람 "다축 CNC" 기본 90도 접힘에서 고속 접기로의 도약을 나타냅니다, 복합 부품 생산.
그만큼 "빅 쓰리" 핵심 축 (그리고, X, R)
모든 정밀 프로젝트는 이러한 기초 운동에서 시작됩니다. 이들이 어떻게 상호작용하는지 이해하는 것이 기계 ROI를 마스터하는 첫걸음입니다.
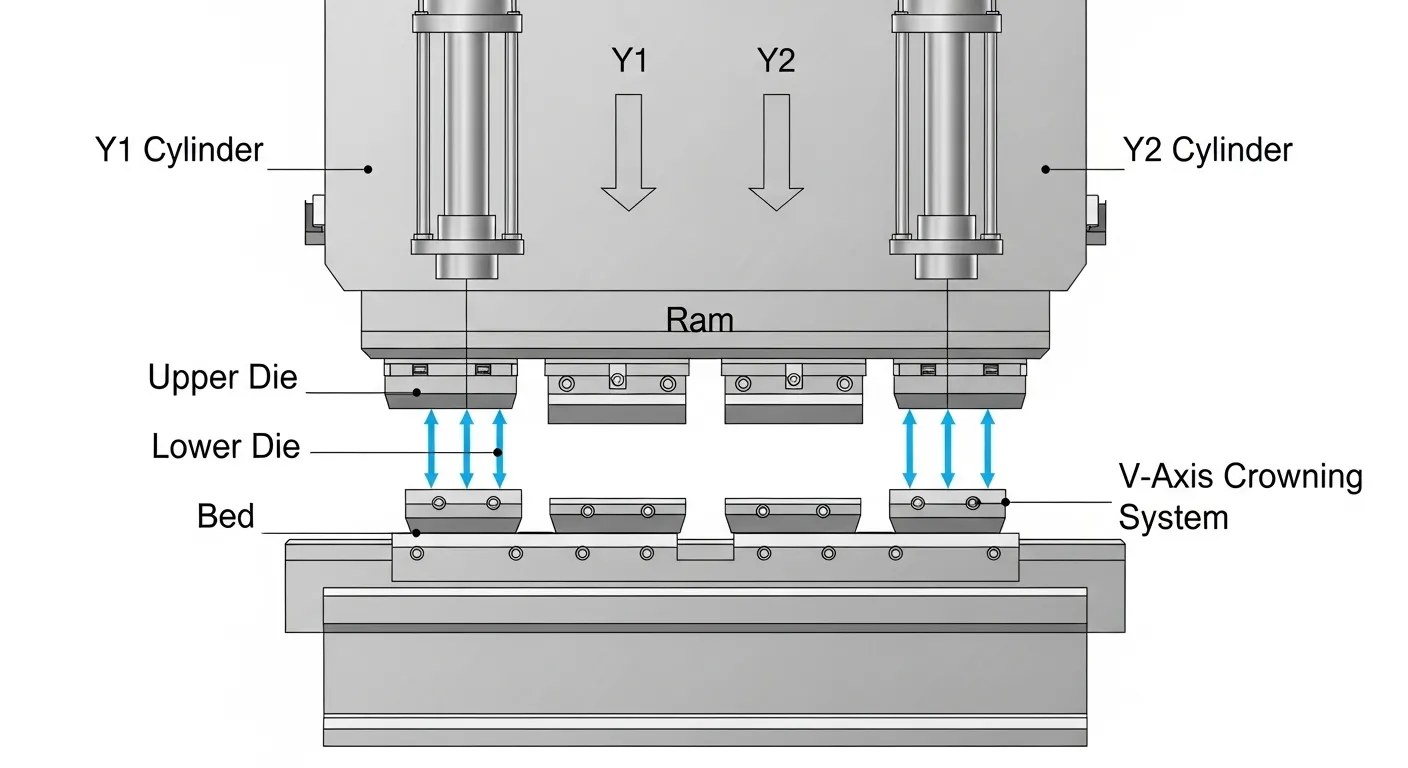
1학년 & Y2 (램): 왜 두 가지?
대부분의 고급 기계들은 "다운스트로킹," 상단 빔이 침대 쪽으로 이동하는 지점. 단일 Y축 대신, 고품질 기계 사용 Y1과 Y2. 이들은 좌우 유압 실린더를 나타냅니다.
- 왜 중요한가: 독립 제어 덕분에 빔이 기울기 시작하면 CNC가 보상할 수 있습니다. 또한 의도적인 행동도 허용합니다 "테이퍼링"—특수 원뿔형 부품의 경우 굽힘 한쪽이 약간 더 깊어.
X축 (백게이지): 깊이 제어
X축은 백게이지 손가락을 금형 쪽으로 또는 멀리 이동시킵니다. 이것이 플랜지 길이를 결정합니다.
- 왜 중요한가: 고속 X축 없이, 50파트로 구성된 연재에서 일정한 치수를 달성하는 것은 거의 불가능합니다. 고급 시스템도 포함될 수 있습니다 X1과 X2 각진 부분에 대한 독립적인 깊이 제어를 위해.
R축 (높이): 수직 이동
R축은 백게이지 손가락의 수직 높이를 조절합니다.
- 왜 중요한가: 만약 당신이 "Z" 형태를 사용하거나 "멀티-V" 그 (다양한 개폐 크기의 주사위), 백게이지는 이전 굽이를 넘거나 새로운 주사위 높이에 맞추기 위해 위아래로 움직여야 합니다.
- 공통 실수: R축이 없는 기계를 구매하고 시도하는 것 "심" 백게이지 손가락 수동. 이는 생산 시간을 낭비하고 심각한 안전 위험을 초래합니다.
고급 도끼: 4축만으로는 부족할 때
부품이 더 복잡해질수록, 추가 축은 사치가 아니라 필수가 됩니다. 기본적인 내용은 저희 가이드에서 배울 수 있습니다. 4 축 CNC 프레스 브레이크: 그걸로 만들 수 있는 것들, 대량 매장은 보통 더 많은 인원을 요구하는 경우가 많습니다.
Z1 & Z2 (측면 이동): 마스터링 폭
Z1과 Z2 축은 백게이지 손가락이 기계 길이를 따라 좌우로 움직일 수 있게 해줍니다.
- 혜택: 100mm 브래킷을 굽히고 1000mm 시트를 구부릴 때, 손가락이 자동으로 벌어져 넓은 재료를 지탱하게 됩니다.
- 예시: 네 가지 면길이가 다른 스테인리스 싱크대 대야를 만드는 방법; Z축은 각 면의 최적 지지점으로 손가락을 이동시킵니다.
V축 (왕관 착용): 제거 "보트 효과"
긴 시트를 구부릴 때, 기계의 중심은 자연스럽게 위로 방향을 틀어, 이로 인해 굽힘 중앙이 끝보다 넓어집니다 (그 "보트 효과"). 그만큼 V축 하부 베드에서 기계적 또는 유압식 크라우닝 시스템을 제어합니다.
- 혜택: 술래 "프리커브" 램의 굴절을 완벽하게 반영하기 위해 베드를 만들었습니다, 부품의 3미터 또는 4미터 길이 전체에 걸쳐 90도 각도를 보장합니다.
4-축국 대. 6-축국 대. 8-축: ROI 의사결정 매트릭스
적절한 구성 선택은 전적으로 제품 믹스에 달려 있습니다.
| 부품 복잡성 | 권장 구성 | 주요 이점 |
| 간단한 괄호 / 90° 굽음 | 3 또는 4축 (1학년, Y2, X, R) | 저비용, 기본을 위한 고속. |
| 박스, 인클로저, 다양한 폭 | 6-축 (1학년, Y2, X, R, Z1, Z2) | 수동 손가락 조정은 없습니다. |
| 복합체, 비대칭 맞춤 부품 | 8-축+ (추가 X1, 엑스2, R1, R2) | 최대 설정 자동화. |
일반적인 ROI 실수: 운영자들은 종종 톤수에는 과도하게 투자하지만 축에는 적게 투자합니다. 100톤 8축 기계는 설치 시간이 최대 다음과 같이 줄어들기 때문에 200톤 3축 기계보다 더 많은 생산량을 낼 수 있습니다. 45% (검증 필요).
에-에-에-아-트: 정밀 표준 및 신뢰 신호
JSRAGOS에서, 정밀도는 마이크론 단위로 측정합니다. 다축 시스템 평가 시, 항상 다음 사항을 확인하세요:
- 인코더 해상도: Y축의 해상도가 최소 0.005mm 이상이어야 합니다.
- 안전 기준: 모든 다축 움직임은 레이저 안전 시스템으로 보호되어야 합니다 (예를 들어 LazerSafe나 DSP) 고속 전환 시 운영자를 보호하기 위해.
- 실제 데이터: 8-축 기계는 총 부품 주기 시간을 대략 줄일 수 있습니다 30% 4축 모델과 비교해 (검증 필요).
자주 묻는 질문(FAQ): 프레스 브레이크 축 이해하기
R축은 백게이지 손가락을 수직으로 움직입니다 (위아래로). 이는 재료를 정리하는 데 필수적입니다. "Z" 멀티툴 설치 중 다양한 다이 높이에 맞춰 조정하거나 굽히기 위한 것입니다.
예, 4축 기계가 박스를 구부릴 수 있습니다, 하지만 백게이지 손가락은 수동으로 움직여야 합니다 (Z축) 폭이 다양한 경우에 대해. 6축 기계는 이 횡방향 이동을 자동화하기 때문에 박스 생산에 훨씬 빠릅니다.
이중 Y축은 CNC가 좌우 실린더를 독립적으로 제어할 수 있게 합니다. 이렇게 하면 작업물이 중심에서 벗어나 있어도 램이 완벽하게 수평을 유지할 수 있습니다, 그리고 의도적인 "틸팅" 테이퍼드 부품의 경우.
대부분의 일반적인 제작에 대해, 4 축 (1학년, Y2, X, R) 는 최소 요구 조건입니다. 고믹스 생산을 자주 다루고 세팅을 자주 바꾼다면, 6 또는 8 수익성 유지를 위해 축을 권장합니다.
V축은 크라우닝 보상 시스템을 의미합니다. 이 장치는 기계의 하부 베드를 조절하여 "인사하기" 긴 부분의 중심에, 끝에서 끝까지 일정한 각도를 보장합니다.
보통은, 아니요. CNC 축은 기계의 컨트롤러와 기계 프레임에 통합되어 있습니다. 필요한 축을 미리 구매하는 것이 개조를 시도하는 것보다 거의 항상 비용 효율적입니다.
결론
CNC 프레스 브레이크의 축 수는 작업장의 다용도성을 직접 결정합니다. 반면 4축 기계는 표준 제작에 매우 적합한 작업자입니다, A로 이동 6 또는 8축 시스템은 설치 시간을 단축하고 복잡한 시스템을 해결하는 가장 효과적인 방법입니다, 경쟁사들이 거절하는 고마진 부품.

