













두꺼운 판 굽힘용 프레스 브레이크: 전체 구매자 가이드
두꺼운 판 굽힘용 프레스 브레이크를 선택할 때는 제품 카탈로그가 아니라 톤수 계산에서 시작됩니다. 두꺼운 판 (10mm 이상입니다) 판금과 근본적으로 다르게 동작합니다. It demands more force, specific tooling, and beam deflection compensation that most general-purpose machines simply cannot deliver. Get the spec wrong and you face angle errors, tooling failure, and machine damage. This guide gives you the exact formula to calculate your required tonnage, a V-die selection rule, a crowning system decision guide, and a material-specific thickness limits table — everything you need to specify the right machine. For application context, 우리의boiler plate bending guide for real-world thick plate use cases.
How Much Tonnage Does Thick Plate Bending Actually Require?
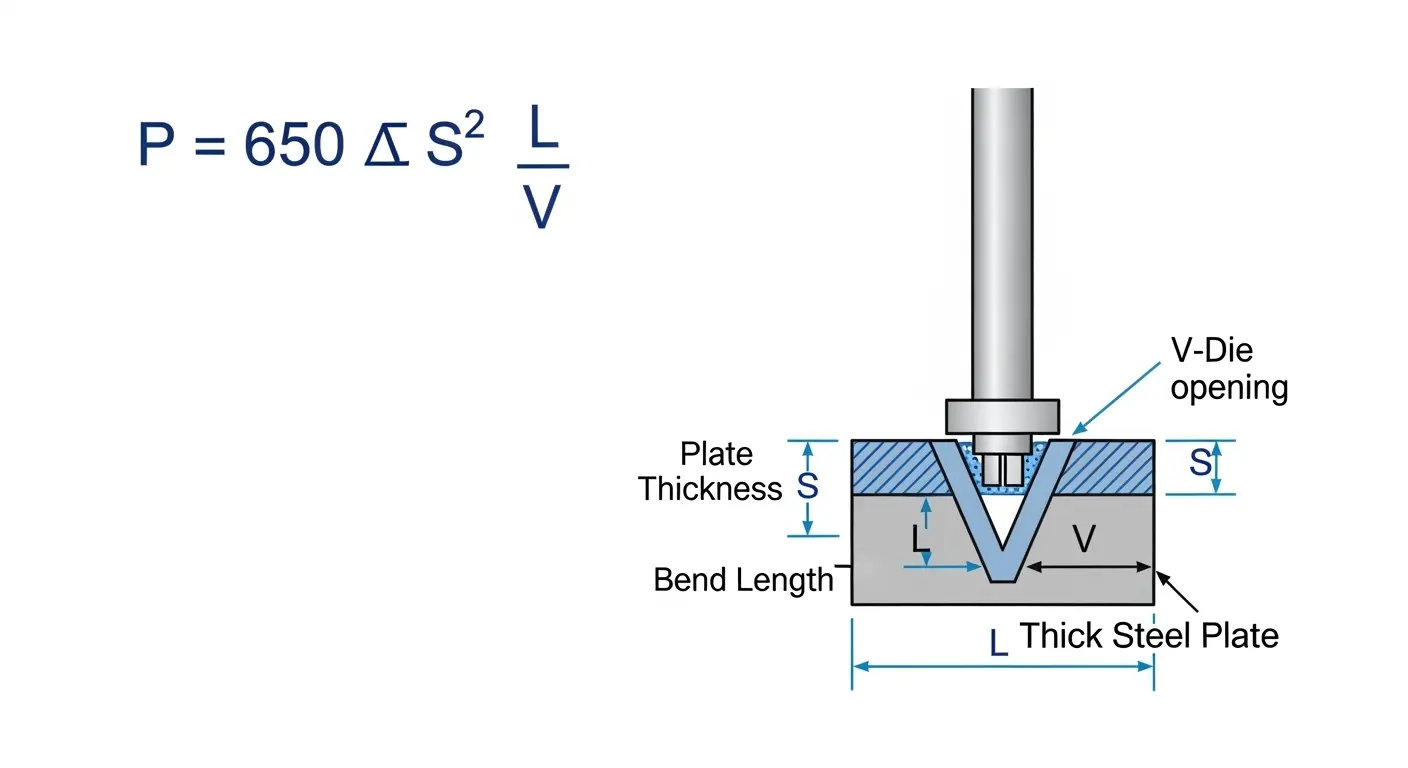
For thick plate, tonnage is the first number to confirm — and the most commonly underestimated. The standard formula for mild steel (metric) 이야.:
P (kN) = 650 × S² × L / V
여기서: S = plate thickness (밀리미터), L = 굽힘 길이 (m), V = V-die opening width (밀리미터).
| 판 두께 (밀리미터) | 굽힘 길이 (m) | V-다이 오프닝 (밀리미터) | Required Tonnage (kN) | Required Tonnage (톤) |
|---|---|---|---|---|
| 10 | 3 | 100 | 1,950 | ~195 |
| 20 | 3 | 200 | 3,900 | ~390 |
| 25 | 3 | 250 | 4,875 | ~488 |
| 30 | 3 | 300 | 5,850 | ~585 |
스테인리스 스틸, multiply the result by 1.5–2×. For aluminum, the multiplier is approximately 0.5×. 항상 다음을 추가하세요 20% safety buffer to the calculated figure.
Why Thick Plate Demands More Than You Expect
A 10% increase in plate thickness requires approximately 20% more bending pressure. This means moving from 18mm to 20mm plate is not a minor adjustment — it is a 23% force increase. Before selecting your machine, also confirm your bending method. Coining requires roughly 10× the force of air bending at the same thickness. Bottom bending requires about 4×. Specify your method first — then calculate.
V-Die Opening and Tooling Selection for Thick Plate
The V-die opening directly controls required tonnage, bend radius, and surface finish. For thick plate, the rule is: V-die opening = 8–10× the plate thickness.
| 판 두께 (밀리미터) | Recommended V-Die Opening (밀리미터) | Effect on Tonnage |
|---|---|---|
| 10 | 80–100 | Standard calculation |
| 15 | 120–150 | Standard calculation |
| 20 | 160–200 | Standard calculation |
| 25 | 200–250 | Reduces required tonnage vs. narrower die |
| 30 | 240–300 | Wider die = lower tonnage but larger bend radius |
Using a die opening that is too narrow increases required tonnage, risks tooling fracture, and leaves pressure marks on the plate surface. Using one that is too wide reduces accuracy and produces a larger inside bend radius than specified.
Springback also increases with plate thickness. Plan for 2–5° of overbend compensation depending on the material grade. High-yield structural steels (550 MPa+) springback more aggressively than standard mild steel. The punch nose radius should not be smaller than the plate thickness — a smaller radius causes surface cracking on high-tensile materials.
Hydraulic Crowning — The Feature Thick Plate Buyers Cannot Skip
For any press brake bending thick plate at 80+ tons or on a bed longer than 2.5 미터, a crowning system is not optional. 그게 없으면, the beam deflects downward at center under load, and bend angles vary across the part length.
This is why a machine rated at 400 tons can still produce inconsistent angles on a 4-meter thick plate job — the rating tells you force, not rigidity.
기계식 대. 유압 크라우닝
| 크라우잉 타입 | Adjustment Method | 최고의 | 상대 비용 |
|---|---|---|---|
| 기계적인 (wedge) | Manual/preset, not adjustable under load | Repetitive jobs, consistent plate thickness | 아래 |
| 수력의 | CNC-adjusted, static compensation | General production, varied thicknesses | 중반 |
| Dynamic Hydraulic | Real-time adjustment mid-stroke | 혼합 제작, high-precision requirements | 높은 |
For machines 200T and above running mixed plate thicknesses, dynamic hydraulic crowning is the correct specification. It compensates in real time for material variations — thickness tolerances, tensile strength variation, and hardness differences — that static crowning systems cannot address. For CNC axis control of the back-gauge for positional accuracy on thick plate, 우리의4-axis vs 8-axis back-gauge guide.
Dynamic Crowning for Mixed Thick Plate Production
Dynamic crowning monitors resistance during bending and adjusts the compensation cylinder pressure mid-stroke. This is critical when running 15mm and 25mm plate on the same shift — each requires different crowning compensation, and a static system can only be preset for one.
Material-Specific Thickness Limits by Tonnage Class
This table shows maximum plate thickness by machine tonnage for air bending at standard bed lengths. Values are based on industry-standard formulas.
| Tonnage Class | Max Mild Steel (밀리미터) | Max Stainless Steel (밀리미터) | Max Aluminum (밀리미터) |
|---|---|---|---|
| 100T | 6 | 3–4 | 10–12 |
| 160T | 8 | 4–5 | 14–16 |
| 200T | 10–12 | 5–6 | 18–20 |
| 400T | 18–20 | 9–10 | 30–35 |
| 600T | 25–28 | 12–15 | 40–45 |
| 800T+ | 30–40 | 18–20 | 50+ |
For stainless steel at any thickness, select the next tonnage class up from your mild steel calculation. For our 600-ton model specifications, see the 600-톤 CNC 프레스 브레이크 페이지. These are air bending values. Bottom bending or coining the same material requires 4–10× the tonnage listed.
Key Machine Features to Specify for Thick Plate Work
Before contacting any supplier, confirm these features are included in the specification:
- Hydraulic drive — electric press brakes lack the sustained force output for repeated thick plate bending cycles; hydraulic remains the correct choice for heavy plate work
- Rated tonnage with 20% buffer — calculate your peak job requirement first, then add 20% before selecting a tonnage class
- 유압 크라우닝 시스템 — dynamic crowning for mixed production; mechanical for dedicated repetitive jobs
- Bed length matched to maximum part length — not average job length
- CNC back-gauge with minimum 4 축 — positional accuracy is critical when handling heavy plate; human error on manual machines costs material
- CNC control with angle correction — Delem DA66S, DA66T, or ESA S860 are proven systems for thick plate work with springback compensation built in
- Heavy-duty tooling rated for material tensile strength — structural steel can reach 550 MPa; confirm tooling grade with your supplier
For ESA controller specifications and features, 우리의press brake with ESA controller page.
Thick Plate Press Brakes from RAGOS
RAGOS heavy-duty hydraulic press brakes cover the 100T to 600T+ range — all equipped with Rexroth hydraulic systems and Delem CNC controls as standard. Dynamic hydraulic crowning is included on all models at 200T and above. 우리의 경험상, the most common mistake buyers make is selecting tonnage based on their average job, not their thickest plate requirement. A machine purchased for 10mm work cannot be stretched to handle 20mm reliably, even occasionally.
When clients share their plate specs — material type, 두께, 굽힘 길이, and bending method — our technical team provides a written tonnage and machine recommendation before any purchase commitment. For general-purpose heavy plate work, 우리의100T CNC press brake for steel is a proven starting point. For structural and offshore applications, 그중장비 프레스 브레이크 범위 covers 200T to 600T+.
Ready to specify your machine? Share your plate thickness, 자료, and bend length — we will confirm the tonnage and machine class in writing.
자주 묻는 질문
질문 1: What tonnage press brake do I need for thick plate bending?
Use the formula P (kN) = 650 × S² × L / V to calculate required tonnage for mild steel. For 20mm plate at 3m with a 200mm V-die, you need ~390 tons. 추가 20% safety buffer before selecting a machine class. 스테인리스 스틸, multiply the result by 1.5–2×. For a detailed reference, 우리의die opening and tonnage guide.
질문 2: What is the minimum V-die opening for thick plate?
V-die opening should be 8–10× the plate thickness. For 20mm plate, use a 160–200mm opening. A die that is too narrow increases required force, risks tooling damage, and marks the plate surface. Wider dies lower required tonnage but increase the inside bend radius. For thick plate application context, 우리의boiler plate bending guide.
질문 3: Why is hydraulic crowning required for thick plate press brakes?
Under heavy load, the press brake beam deflects downward at the center. This produces an open angle at mid-length and a closed angle at the ends of a long workpiece. Hydraulic crowning applies a compensating upward force to the bed, maintaining uniform bend angle from end to end. It is essential on beds over 2.5m or machines at 80+ 톤. To understand how CNC axis control further improves accuracy, 우리의4-axis vs 8-axis back-gauge comparison.
Q4: Can a 200-ton press brake bend 20mm mild steel plate?
A 200-ton press brake can bend 20mm mild steel at approximately 1–1.5m bend length using air bending with a 200mm V-die. At 3m length, the required force is ~390 tons — beyond a 200-ton machine's safe capacity. Always calculate using P = 650 × S² × L / V before committing to a tonnage class. For heavy-gauge applications, view our 600-ton CNC press brake specifications.
질문 5: What is the maximum plate thickness a press brake can handle?
High-tonnage press brakes at 3,000 tons and above can bend steel plate up to 150mm thick in offshore and structural applications. For most fabrication shops, machines in the 400–800 ton range handle plate from 20–50mm reliably. The practical limit depends on rated tonnage, bed rigidity, and tooling specification. CNC hydraulic press brakes handle thick metals from 10mm to 20mm+ in the 300–1,000 ton class. 우리의 보기중장비 프레스 브레이크 범위 for full capacity specifications.
Spec It Right. Bend It Right.
Three decisions determine success with thick plate bending. 첫, calculate your required tonnage using P = 650 × S² × L / V — then add a 20% buffer before selecting a machine class. 둘째, specify a hydraulic crowning system matched to your bed length and production mix. 셋째, set your V-die opening at 8–10× your plate thickness and confirm your punch nose radius is not smaller than the plate thickness. These three steps eliminate the most common sources of angle error, 편향, and tooling failure on thick plate jobs. 다음 단계입니다: share your plate specification — material, 두께, and bend length — with the RAGOS technical team and get a written machine recommendation before purchase.

