













4-軸対8軸CNCプレスブレーキの比較: どちらを選ぶべきか?
4軸と8軸CNCプレスブレーキのどちらを選ぶかは、部品の複雑さや必要な生産速度に完全に依存します. ある 4-軸式CNCプレスブレーキ は一般的な製造の業界標準です, RAMの精密な制御を提供します (Y1, Y2), バックゲージの深さ (X), およびバックゲージの高さ (R). 90度の曲げや単純な平行フランジ作業に最適です. しかし, 複雑なジオメトリを扱うなら, テーパーフランジ, または単一のセットアップでの多段階曲げ, ひとつの 8-軸式CNCプレスブレーキ はより優れた選択肢です。. 各バックゲージフィンガーを独立してコントロールできるようにすることで (X1, X2, R1, R2, Z1, Z2), 8軸機械は手動調整を不要にします, 設置時間を大幅に短縮します, 非対称部品を高精度で扱います.
4軸と8軸CNCプレスブレーキの違いとは何か?
主な違いは バックゲージ運動の独立性. 4軸構成において, バックゲージの指は一つの単位として動いており、深さを調整します (X) そして高さ (R). これは標準的な長方形部品に対しては非常に高精度です, 同じ側でフランジの長さの異なる形状を曲げる能力が制限されます.
8軸機械はこの制約を破ります. 各バックゲージの指を独立したロボットとして扱います. これにより、機械は片方の指をもう一方より深く位置に配置できます (X1 vs. X2) あるいは異なる高さで (R1 vs. R2). これらの軸がどのように計算されるのか、より詳しく知りたい方は, 読めるよ 8軸CNCプレスブレーキとは何か? (斧の解説).
枢軸崩壊の理解
- 4-軸: Y1, Y2 (ラム), X (深さ), R (高さ).
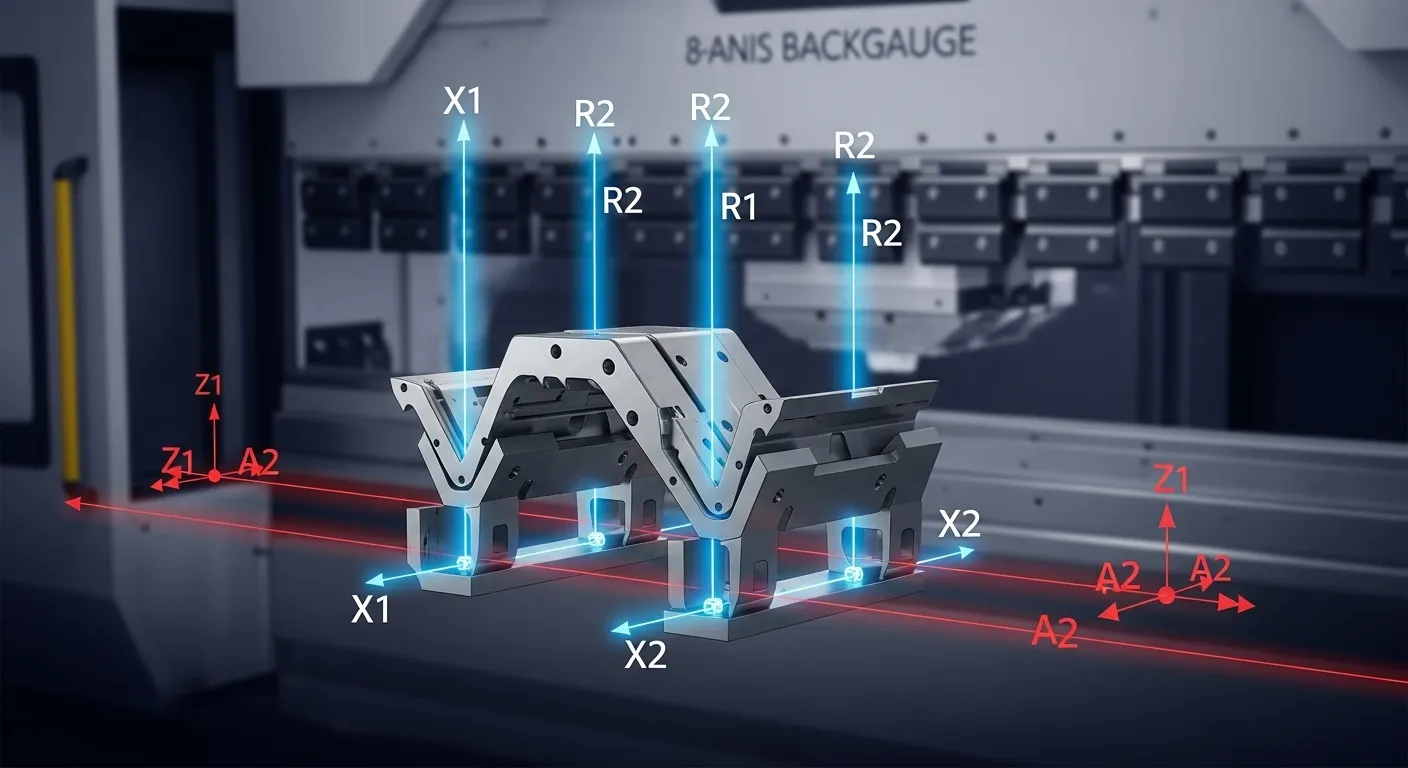
- 8-軸: Y1, Y2 (ラム), X1, X2 (インディペンデント・デプス), R1, R2 (独立身高), Z1, Z2 (独立側間隔).
4軸CNCプレスブレーキを選ぶべきタイミング?
多くのワークショップで, 4軸機械は "ちょうどいいタイミングです" 価値と性能について. もしあなたの日常業務が標準的なブラケットで構成されているなら, 箱, そして 板金曲げ機 CNC 曲がりが端に平行な作業, 4 軸で十分すぎるほどです.
- 費用対効果: 4-アクシス機はサーボモーターや機械部品が少ないため、初期投資が少なく、メンテナンスコストも低くなります.
- 使いやすさ: オペレーターは4軸プログラミングを迅速に習得できます.
- 高精度: Y1/Y2のデュアルラムの位置取りで完璧に水平な曲がり角を取るメリットは依然としてあります.
なぜ8軸CNCプレスブレーキにアップグレードするのか?
8軸マシンは ハイミックス, 複雑な制作. テーパー状の曲げが必要な部品(フランジの片側がもう片側より長い)の場合、8軸の機械が自動的に処理します.
複雑なジオメトリの扱い
4軸マシンでは, テーパードベンドはカスタムジグや手動で使うことが多いです "シミング," 時間の無駄と不正確なリスクを伴います. 独立したX1軸とX2軸を持つ, 8軸CNCは単に指を異なる深さに動かして角度を作り出します.
多段階セットアップ効率
複数の異なる曲げが必要な大きな部品を扱う場合, ベッド沿いにいろいろな工具ステーションを設置できます. Z1軸とZ2軸は、各ヒットごとに指を正しい位置に自動的に移動させます. これは特に 長い板金用のタンデムプレスブレーキ 長距離にわたる精度が重要な場合.
また、多くの人が尋ねます: 8軸プレスブレーキはプログラムが難しいのでしょうか??
いいえ, 現代のCNCコントローラは3Dグラフィカルインターフェースを採用しており、8軸機械のプログラミングは4軸機械とほぼ同じくらい簡単です. ソフトウェアはX1の位置を自動的に計算します, X2, そしてインポートした3Dパーツファイルに基づくR軸.
ただし、ソフトウェアパラメータの初期設定には少し時間がかかります "エンジンルーム下" 知識, 日々の業務は効率化されています. ほとんどの高級8軸マシンはオフラインプログラミングソフトウェアを搭載しており、エンジニアは作業現場に出る前に準備を進めることができます.
また、多くの人が尋ねます: 斧が増えればメンテナンスも増えるのでしょうか?
はい, 8軸の機械は可動部品が多い, 追加のサーボドライブも含まれます, ケーブル, そして独立したバックゲージフィンガー用のガイドレール. これにより、すべての軸が校正された状態であることを保証するために、より規律ある予防保守スケジュールが必要です.
しかし, ザ "費用" メンテナンス費用は通常、設置時間とスクラップ材料の大幅な削減によって相殺されます. もし節約すれば 10 1日5つのジョブにわたり、各ジョブあたりのセットアップ時間, 機械は労働力の節約だけでメンテナンス費用を賄っています.
比較表: 4-軸対. 8-軸
| 特徴 | 4-軸式CNCプレスブレーキ | 8-軸式CNCプレスブレーキ |
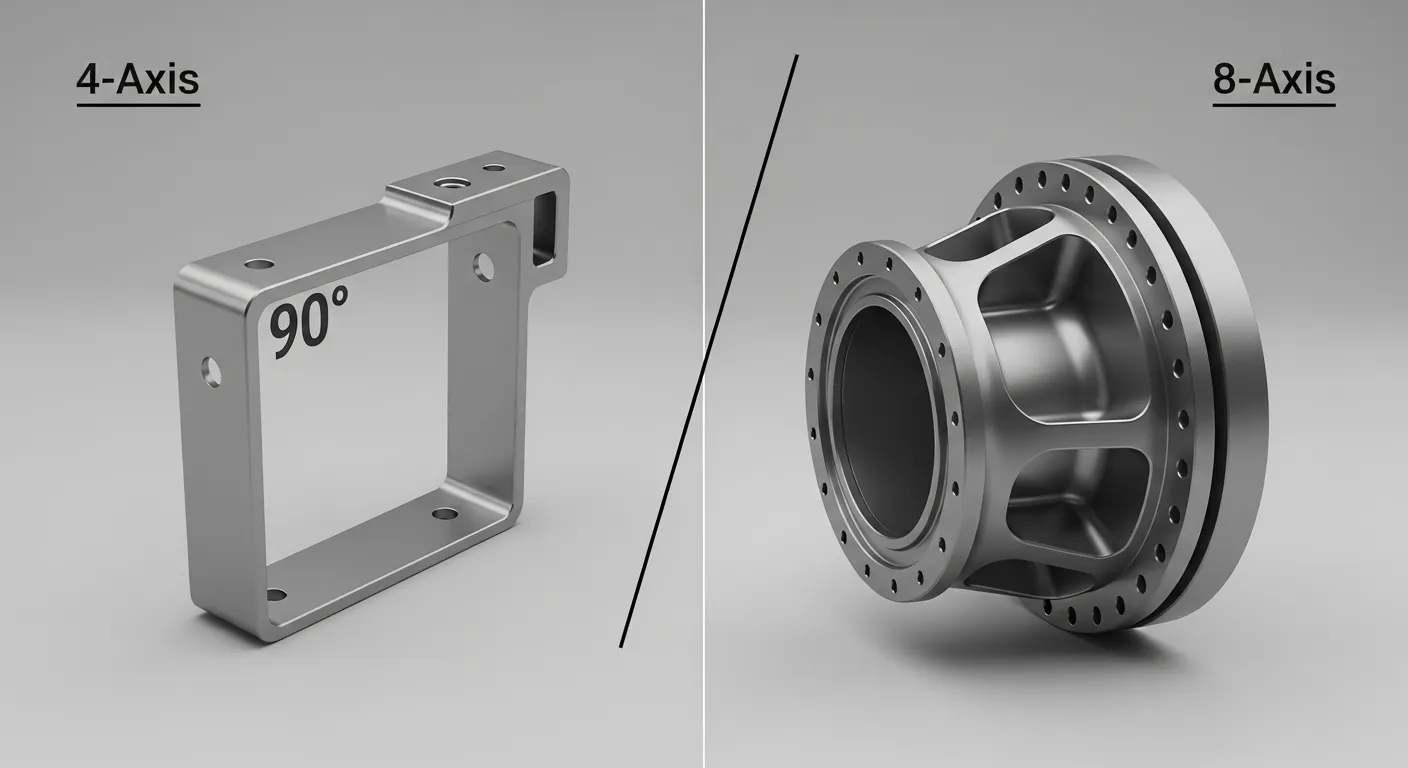
| ベスト・フォー | 標準部品, 90°の曲がり | テーパーフランジ, 複素部 |
| バックゲージ・フィンガーズ | 一緒に動こう (X, R) | 独立して動く (X1/X2, R1/R2) |
| 準備時間 | 中程度 (複合施設のマニュアル) | ウルトラファスト (完全自動化) |
| 投資 | 下げる | 高い |
| 横方向の移動 | 通常は手動か固定式です | 自動 (Z1, Z2) |
よくある質問
一般的に, いいえ. バックゲージシステムのアップグレード, さらに4つのサーボドライブを追加, また、CNCコントローラーの交換は、新しい8軸モデルに交換するよりも高価になることが多いです.
Z軸はバックゲージ指の左から右への動きを制御します. これは、操作者が指を手動で位置に滑らせることなく、異なる幅の板金を支えるために非常に重要です.
必ずしもそうとは限りません. 軸の数は 形状 そして 複雑性 その, トン数は厚さや材料に関係します. 1000トンの4軸機械なら、単純な重いプレートを扱うことができます.
結論
4軸と8軸CNCプレスブレーキのどちらを選ぶかは、あなたの次第です "ポートフォリオの一部です。" もしあなたの店がより多様性を持っているなら, 顧客からの複雑な設計, 8軸機械は将来を見据えた投資であり、手作業の中断なしに生産ラインを動かし続けます. 基本に忠実にすれば, 4軸は今なお信頼できる働き者です.

