













What Does an 8-Axis CNC Press Brake Mean? (Axes Explained)
What does an 8-axis CNC press brake mean in the world of precision metal fabrication? If you are aiming for high-efficiency production and complex part geometries, understanding the specific movements of these eight independent axes is essential for maximizing your shop's ROI.
An 8-axis CNC press brake is a high-precision metal bending machine that uses eight independently controlled motorized movements to position the ram and backgauge. Unlike standard 3-axis machines, an 8-axis system (typically Y1, Y2, X1, X2, R1, R2, Z1, and Z2) allows for asymmetric bending, tapered flanges, and multi-stage setups in a single cycle.
In my years of working with various Sheet Metal Bending Machine CNC setups, I've found that the jump from 4 to 8 axes is where a shop truly transitions from "general fabrication" to "advanced manufacturing." While a basic machine might struggle with a part that has different flange lengths on either side, an 8-axis machine handles it by moving its backgauge fingers independently. This eliminates the need for manual gauging or multiple setups, which are the biggest "time-killers" on any shop floor.
How Do the 8 Axes Work Together in a Bending Cycle?
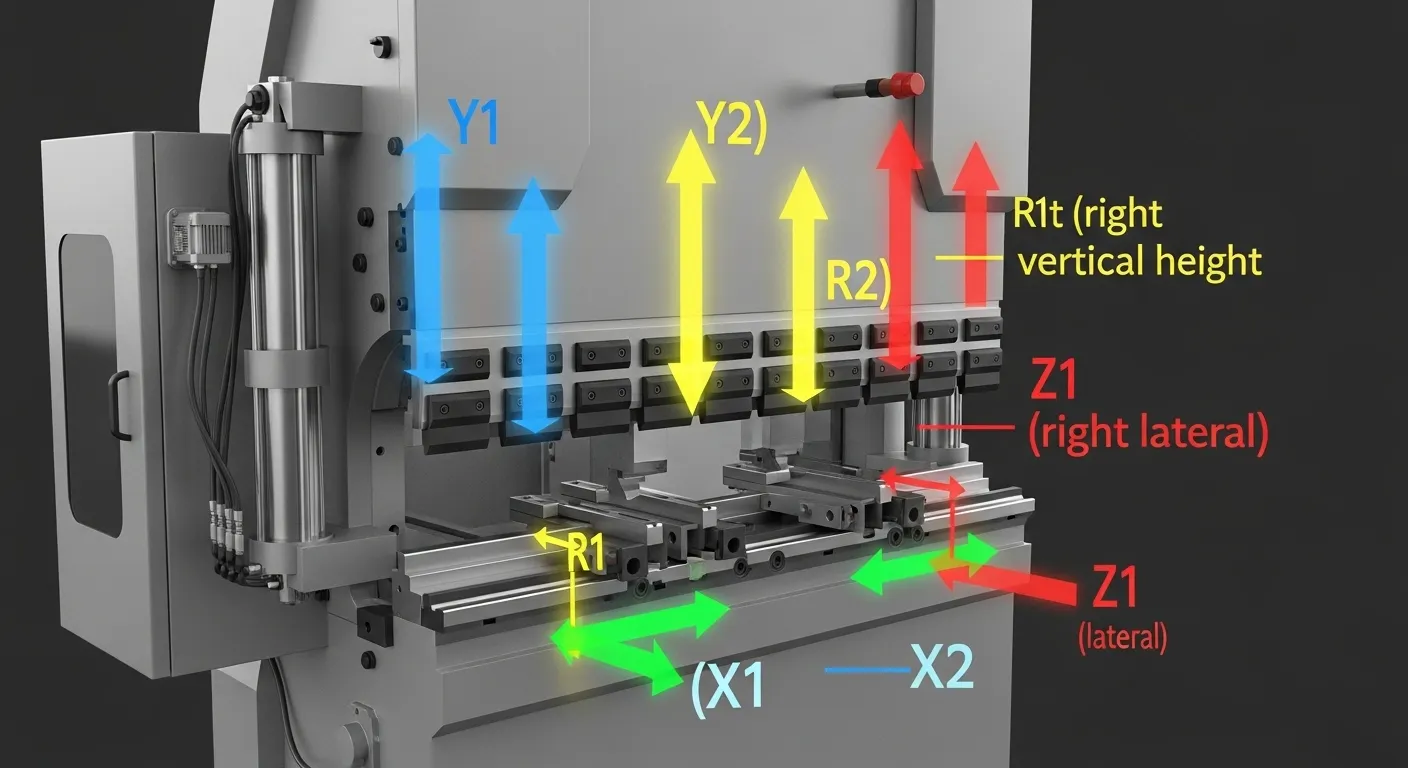
The 8 axes work in perfect synchronization, managed by a CNC controller, to automate every physical adjustment required for a bend. The Y1 and Y2 axes control the ram's depth, while the X, R, and Z pairs independently manage the horizontal, vertical, and lateral positions of the backgauge fingers.
To truly grasp what these eight axes do, we have to break them down into two functional groups: the Ram (Upper Beam) and the Backgauge (Material Support).
The Ram Axes: Y1 and Y2
- Function: These axes control the vertical descent of the cylinders on the left (Y1) and right (Y2) sides of the machine.
- The Advantage: By controlling them independently, the CNC can correct for any tilting in the beam, ensuring the punch enters the die with micron-level parallelism.
The Backgauge Axes: X1, X2, R1, R2, Z1, Z2
This is where the "8-axis" designation really shines. In an 8-axis setup, the backgauge isn't just one solid bar; it consists of two independent fingers that can move in three directions each:
- X1 & X2 (Depth): Allows for tapered or skewed bending where one side of the flange is longer than the other.
- R1 & R2 (Height): Essential for parts with pre-bent flanges that would otherwise hit the backgauge.
- Z1 & Z2 (Lateral): Controls the distance between the two fingers, perfect for switching between small and large parts without stopping to manually slide the fingers across the rail.
Why Is the 8-Axis Configuration Better Than 4-Axis?

An 8-axis configuration is superior because it provides independent control over each backgauge finger, whereas a 4-axis machine usually moves the backgauge as a single unit. This independence allows for complex, multi-bend sequences and asymmetric parts that are physically impossible or highly inefficient to produce on lower-axis machines.
| Feature | 4-Axis Press Brake | 8-Axis Press Brake |
| Backgauge Fingers | Move together on a single bar | Move independently (Split-axis) |
| Tapered Bending | Requires manual shimming/jigs | Fully automated via X1/X2 |
| Setup Time | High (for complex parts) | Near-Zero (programmed changeovers) |
| Asymmetric Parts | Very difficult/Slow | Native capability |
| Productivity | Standard | High (up to 30% faster cycles) |
Tip: If your shop frequently works withTandem Press Brakes for Long Sheet Metal, having a high axis count is critical for maintaining sync across the entire length of the workpiece.
What Are the Real-World Benefits of 8-Axis Precision?
The primary benefits of 8-axis precision include a massive reduction in setup time, the elimination of human error during gauging, and the ability to produce complex aerospace or medical-grade components. By automating finger positioning, operators can complete a "ten-bend" part in one continuous flow without putting the piece down.
Reduced "Non-Value Added" Time
In a typical fab shop, the machine is only "bending" about 20% of the time. The other 80% is spent on setup, measuring, and adjusting. An 8-axis machine flips this script. Because the Z1 and Z2 axes move the fingers automatically, the operator doesn't have to reach into the machine to slide fingers manually. This keeps the "green light" on the controller glowing longer.
Enhanced Operator Safety
When the machine handles all the finger positioning, the operator spends less time with their hands near the tooling. This is especially true for smaller parts where an Up-Acting Press Brake Compact Design might be used for speed, but the 8-axis control ensures the fingers are exactly where they need to be for safe material support.
Is an 8-Axis Press Brake Right for Your Shop?
An 8-axis press brake is the right choice if you manufacture parts with multiple flange heights, tapered shapes, or require high-volume throughput with minimal labor intervention. While the upfront cost is higher, the ROI is usually realized within 12-18 months through reduced scrap and faster cycle times.
Consider these three factors before investing:
- Part Complexity: Do you have "step bends" or parts where the gauge needs to move up and down (R-axis) frequently?
- Batch Sizes: For high-mix, low-volume (HMLV) shops, the automated setup of an 8-axis machine is a lifesaver.
- Accuracy Needs: If you are working with +/- 0.5-degree tolerances, the independent Y1/Y2 and V-axis (crowning) found on 8-axis machines are non-negotiable.
Frequently Asked Questions About 8-Axis CNC Bending
Often you will see "8+1." The "+1" refers to the V-axis, which is the automatic crowning compensation. This ensures that the bend angle is consistent across the entire length of the machine by "bowing" the lower table to match the deflection of the upper beam.
Absolutely. In fact, 8-axis machines are the "gold standard" for robotic cells. Because the backgauge can move into so many positions, the robot has a much easier time referencing the part, leading to fewer "collision" errors in the software.
Modern controllers like the Delem DA-69T or ESA S875 make it very intuitive. Most use 3D graphical interfaces where you simply import a STEP file, and the software automatically calculates the best axis sequence for you.

