













كيفية اختيار أدوات الضغط على الفرامل (لكمة & ال) بدون تجربة وخطأ
اختيار أدوات فرامل الضغط المناسبة يتطلب مطابقة لك فتح قالب V لتحديد سمك المادة واختيار هندسة الثقب التي تنظف الحواف الجزئية. في شبيبة راغوس, نوصي ب قاعدة 8 للصلب الطري, مع زيادة المضاعف للستانلس ستيل لإدارة الحمولة والنابض بشكل فعال.
خلال عقدين من التصنيع لدينا, لقد رأينا أن الانحناء عالي الدقة لا يتعلق بقوة الآلة وأكثر ارتباطا بالتآزر بين هندسة الأدوات وفيزياء المواد. سواء كنت تدير 40-تون إلكتريك بريس أو نموذج ثقيل يزن 600 طن, يتطلب القضاء على التجربة والخطأ نهجا قائما على البيانات في اختيار الأدوات.
ال "النسبة الذهبية" من اختيار القوالب: ما وراء حكم 8
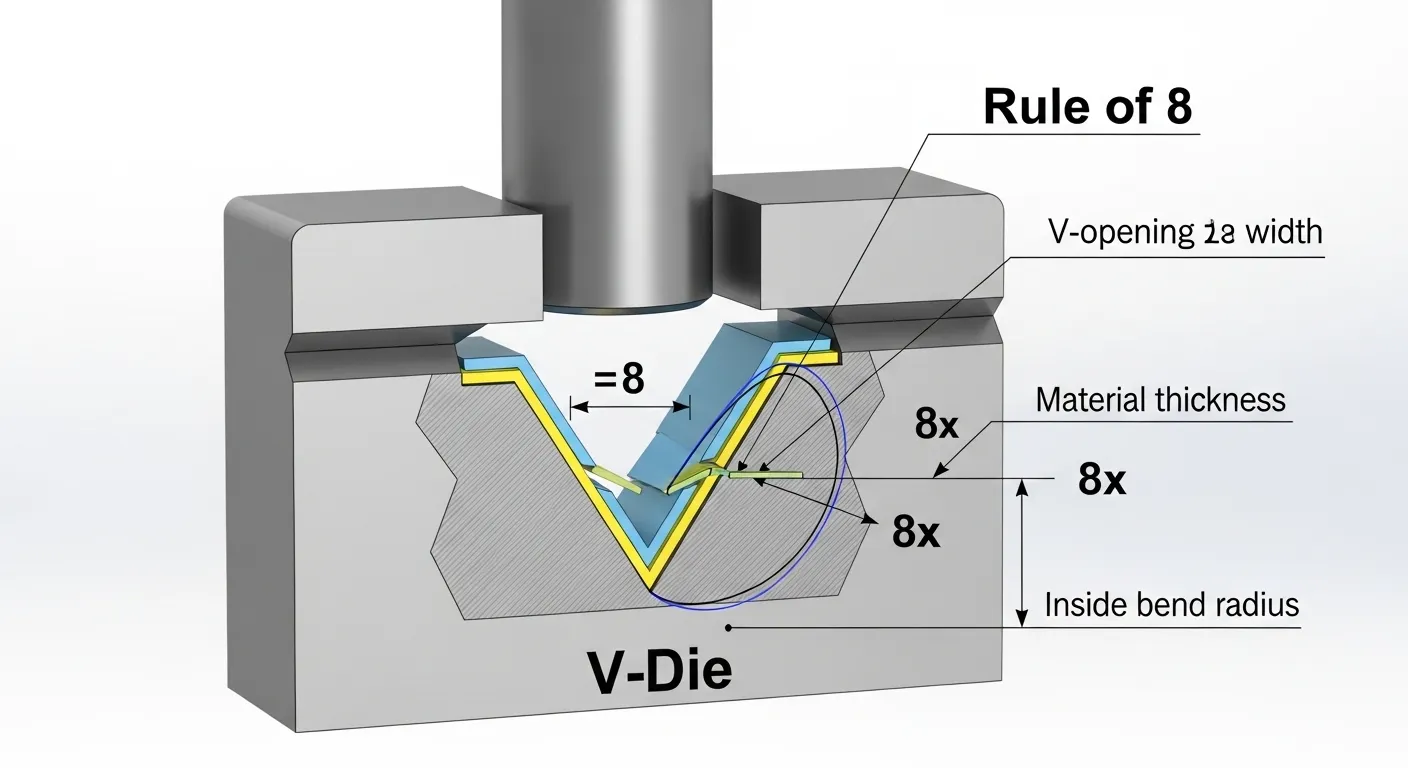
لاختيار الصحيح فتح قالب V, اضرب سمك المادة في 8 لكي يحقق الفولاذ الطري نصف قطر داخلي قياسي. بالنسبة للفولاذ المقاوم للصدأ, نقترح أ 10–12x مضاعف لأخذ مقاومة الشد الأعلى في الاعتبار, بينما غالبا ما يتطلب الألمنيوم الطري 6مضاعف x لمنع تشقق السطح أثناء الانحناء.
في شبيبة راغوس, نستخدم تحليل العناصر المحدودة (قبيح) لمحاكاة كيف تؤثر فتحات القوالب المختلفة على استقرار الإطار. وجدنا أن اختيار فتحة V ضيقة جدا لا يزيد فقط من الحمولة; يسرع من تآكل أكتاف القالب, مما يؤدي إلى انحراف الزاوية مع مرور الوقت.
| نوع المادة | الافتتاح المفتوح الموصى به | الناتجة عن نصف قطر الداخل (تقريبا.) | تأثير الحمولة |
| الفولاذ المعتدل | 8 x السماكة | 1.0 - 1.25 x السماكة | معيار |
| الفولاذ المقاوم للصدأ | 10-12 x السماكة | 1.5 - 2.0 x السماكة | عال (+15-20%) |
| الألمنيوم الناعم | 6 x السماكة | 0.8 x السماكة | منخفض (-10%) |
نصيحة احترافية من مهندسنا الرئيسي: لا تعتمد أبدا فقط على السماكة الاسمية. في اختباراتنا في منشأة فوشان, لقد لاحظنا أن تغير سمك الصفيحة بمقدار 0.1 مم يمكن أن يغير زاوية الانحناء بأكثر من 1 درجة إذا كان قالب V لديك أصغر. دائما قس الدفعة الفعلية قبل الإعداد.
هندسة الثقب: حل "لغز التصادم"
استخدم لكمة عنق الإوزة عندما يتضمن تصميم الجزء الخاص بك حافة عودة يمكن أن تضرب ثقبا مستقيما عاديا. المخزن المنخفض "الحلق" يوفر المساحة اللازمة لملفات تعريف U المعقدة, بينما اللكمات الحادة ضرورية لثني الهواء وإنشاء المرحلة الأولى من الحاشية أو الطية الدائمة.
تجربتنا مع الأدوات والأتمتة يظهر أن معظم "التجربة والخطأ" النفايات تأتي من تداخل الأدوات غير المتوقع. تتيح لنا وحدات التحكم CNC الحديثة مثل Delem أو Cybelec تشغيل محاكاة ثلاثية الأبعاد, لكن يجب أن تتطابق الأداة الفيزيائية تماما مع هندسة التوأم الرقمي.
- اللكمات المستقيمة: الأفضل للانحناءات البسيطة بزاوية 90 درجة حيث لا توجد حواف عودة.
- اللكمات الحادة: ضروري لأي انحناء يتطلب درجة أقل من 90, غالبا ما يستخدم ك "ما قبل الانحناء" للتغليف.
- لكمات عنق الإوزة: الحصان العامل الأساسي للقنوات العميقة وثني الصناديق حيث يكون الفراغ هو القيد الأساسي.
دليل الخبرة: مؤخرا استشارنا لمتجر في لوس أنجلوس كان يخسر 15% من موادهم إلى "ضربة اللكمة" العلامات. عن طريق تحويلها إلى 42عنق العوزة من سبيكة الفولاذ CRMo, حصلوا على المساحة اللازمة لقنوات التكييف دون التضحية بسلامة الأداة الهيكلية.
حموله & مواد الأدوات: الوقاية "أدوات الانفجار"
تتناسب متطلبات الحمولة مع مربع سمك المادة, مما يعني أن مضاعفة السماكة تتطلب أربعة أضعاف الضغط. لحماية معداتك, تأكد من أن أدواتك مصنوعة من فولاذ سبيكة 42CrMo المعالجة حراريا, مما يوفر مقاومة أفضل للتشوه مقارنة بفولاذ T10 القياسي, خاصة تحت الأحمال الثقيلة.
الفهم تكاليف فرامل الضغط CNC يتطلب أكثر من سعر الآلة الأولي; يشمل دورة حياة المواد الاستهلاكية الخاصة بك. وجدنا أن الجودة عالية, الأدوات المقوى بالليزر تدفع ثمنها خلال ستة أشهر من خلال الحفاظ على دقة ±0.1° دون الحاجة لإعادة معايرة متكررة.
صيغة حساب الحمولة:
$$P = frac{k cdot L cdot s cdot t^2}{V}$$
(حيث P هي القوة, s هي قوة الشد, و t هو السماكة)
علامة تحذير: إذا لاحظت "التوسع في السطح" أو بقع مسطحة على كتفي النرد, حمولتك تتجاوز قوة التسليم للأداة. في شبيبة راغوس, نعالج كل أداة بمعالجة حرارية متخصصة للوصول إلى صلابة سطحية تمنع هذا النوع المحدد من الفشل.
ال 2026 سير العمل الرقمي: التكامل مع أنظمة CNC
يجب أن تكون أدوات فرامل الضغط الحديثة كاملة يتم تعيينها داخل وحدة تحكم CNC لتمكين الكشف في الوقت الحقيقي عن التصادم وتعويض الارتداد التلقائي. أنظمة مثل جي إس راجوس iMeasure يسمح فحص الليزر بدقة ±0.1° من خلال التواصل المباشر مع الهندسة المحددة للأداة وبيانات المواد المخزنة في المكتبة.
سواء كنت تفكر بين مكابح كهربائية مقابل مكابح هيدروليكية, التكامل الرقمي لأدواتك يبقى كما هو. مكتبة الأدوات القابلة للقراءة آليا تضمن ألا تلتقي أصابع العداد الخلفي وأطراف التثقيب في تصادم كارثي.
الأسئلة المتكررة
طالما كان ذلك ممكنا, لا ينصح به للأعمال عالية الدقة. استخدام قالب كبير جدا بالنسبة للمادة الرقيقة يؤدي إلى تشوه نصف قطر و "السقوط" الأجزاء, بينما القالب الصغير جدا على مادة سميكة قد يتلف الأداة أو أختام الهيدروليكية في الآلة بسبب الضغط الزائد.
يجب أن تمسح ضرباتك وتموت بعد كل وردية. من خلال تجربتنا, يمكن أن تدمج قشرة الطاحونة وغبار المعادن من الفولاذ الكربوني في كتفي القالب, والتي تخلق بعد ذلك "التسجيل" أو خدوش واضحة على أجزاء الفولاذ المقاوم للصدأ أو الألمنيوم المستقبلية.
يجب أن تمسح ضرباتك وتموت بعد كل وردية. من خلال تجربتنا, يمكن أن تدمج قشرة الطاحونة وغبار المعادن من الفولاذ الكربوني في كتفي القالب, والتي تخلق بعد ذلك "التسجيل" أو خدوش واضحة على أجزاء الفولاذ المقاوم للصدأ أو الألمنيوم المستقبلية.
42CrMo هو سبيكة من الكروم-الموليبدينوم توفر كمية أعلى بكثير "الصلابة" ومقاومة الإجهاد مقارنة بالفولاذ الكربوني القياسي. وهذا أمر بالغ الأهمية لعمليات CNC حيث تمر الأداة بآلاف الدورات; يمنع الأداة من التشقق أو فقدان ملفها الهندسي مع مرور الوقت.

