













Wie man Pressbremswerkzeuge auswählt (Schlagen & Die) Ohne Versuch und Irrtum
Die Wahl des richtigen Pressbremswerkzeugs erfordert die Anpassung Ihres Werkzeugs V-Die-Öffnung zur Materialdicke und zur Auswahl von Stanzgeometrien, die die Teilflansche freimachen. Bei JS RAGOS, Wir empfehlen die Regel von 8 für Weichstahl, während der Multiplikator für Edelstahl erhöht wird, um Tonnage und Rückfederung effektiv zu steuern.
In unseren zwei Jahrzehnten in der Fertigung, Wir haben gesehen, dass hochpräzises Biegen weniger von der Leistung der Maschine abhängt, sondern mehr von der Synergie zwischen Werkzeuggeometrie und Materialphysik. Egal, ob Sie eine 40-Ton Electric Press oder ein schweres 600-Tonnen-Modell, Die Beseitigung von Trial-and-Error erfordert einen datenbasierten Ansatz bei der Werkzeugauswahl.
Das "Goldener Schnitt" der Stempelauswahl: Jenseits der Herrschaft von 8
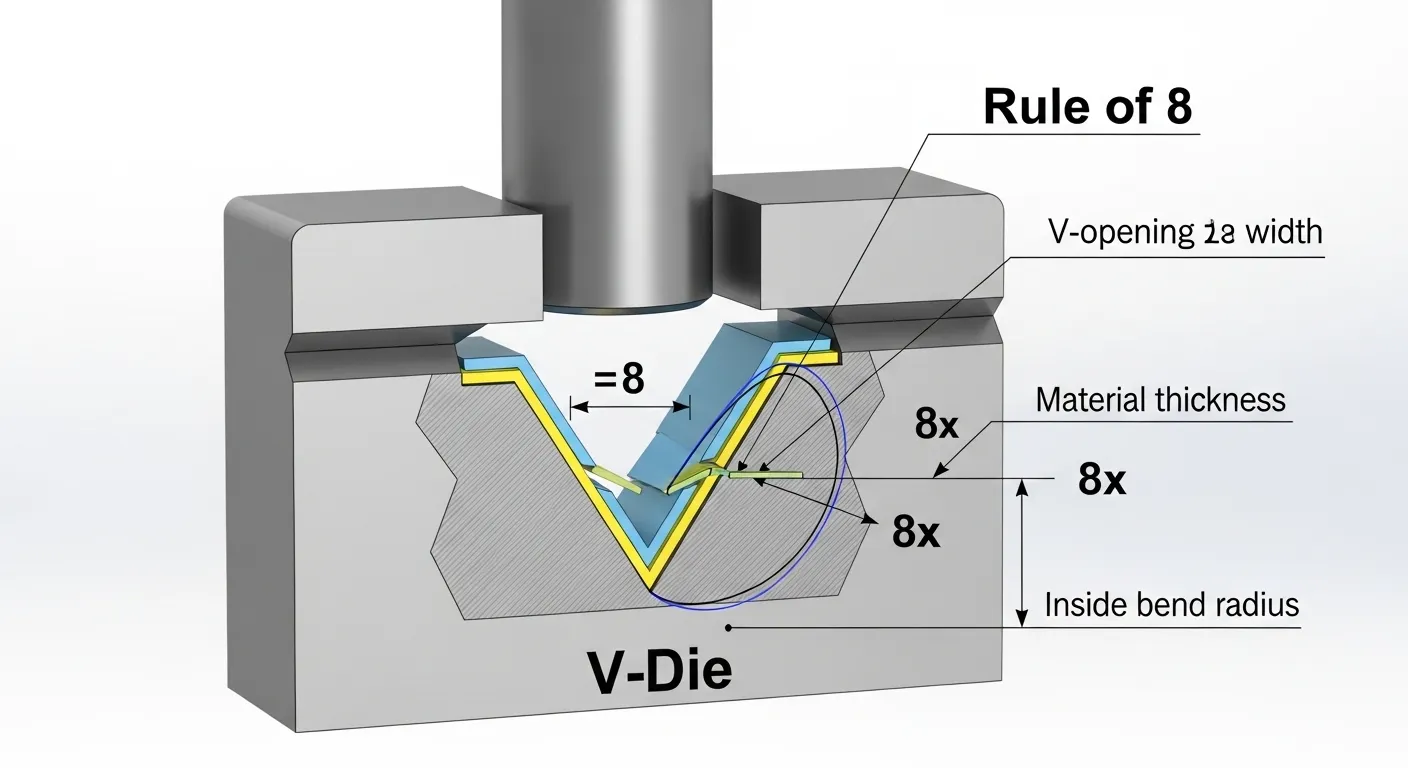
Um das richtige auszuwählen V-Die-Öffnung, Multipliziere deine Materialdicke mit 8 damit Edelstahl einen standardmäßigen Innenradius erreicht. Für Edelstahl, Wir schlagen ein 10–12-facher Multiplikator um eine höhere Zugfestigkeit zu berücksichtigen, während weiches Aluminium oft eine 6x-Multiplikator um Oberflächenrisse während der Biegung zu verhindern.
Bei JS RAGOS, wir nutzen die Finite-Elemente-Analyse (HÄSSLICH) um zu simulieren, wie verschiedene Stanzenöffnungen die Stabilität des Rahmens beeinflussen. Wir haben festgestellt, dass die Wahl einer zu schmalen V-Öffnung nicht nur die Tonnage erhöht; Es beschleunigt den Verschleiß der Stempelschultern, was zu einer Winkelabweichung über die Zeit führt.
| Materialtyp | Empfohlene V-Eröffnung | Resultierender Innenradius (ungefähr.) | Tonnage-Auswirkung |
| Weichstahl | 8 x Dicke | 1.0 - 1.25 x Dicke | Norm |
| Edelstahl | 10-12 x Dicke | 1.5 - 2.0 x Dicke | Hoch (+15-20%) |
| Weiches Aluminium | 6 x Dicke | 0.8 x Dicke | Niedrig (-10%) |
Profi-Tipp von unserem leitenden Ingenieur: Verlassen Sie sich niemals ausschließlich auf die Nenndicke. Bei unseren Tests in der Foshan-Anlage, Wir haben beobachtet, dass eine Variation von 0,1 mm in der Blechdicke den Biegewinkel um mehr als verändern kann 1 Grad, wenn dein V-Stempel zu klein ist. Misse deine eigentliche Charge immer vor dem Aufbau.
Lochgeometrie: Lösen der "Kollisionspuzzle"
Verwenden Sie ein Gooseneck-Punch Wenn dein Bauteildesign einen Rückflansch enthält, trifft das einen Standard-Geradenschlag. Die zurückgezogene "Kehle" bietet die notwendige Freigabe für komplexe U-Profile, während Scharfe Schläge sind entscheidend für das Luftbiegen und die erste Phase eines permanenten Saums oder Faltens.
Unsere Erfahrung mit Werkzeuge und Automatisierung zeigt, dass die meisten "Versuch und Irrtum" Abfall entsteht durch unerwartete Werkzeugstörungen. Moderne CNC-Controller wie Delem oder Cybelec ermöglichen es uns, 3D-Simulationen durchzuführen, Aber das physische Werkzeug muss dennoch perfekt zur Geometrie des digitalen Zwillings passen.
- Gerade Schläge: Am besten für einfache 90-Grad-Biegungen, bei denen keine Rückschlagflansche vorhanden sind.
- Akute Schläge: Notwendig für jede Biegung, die einen Grad kleiner als erfordert. 90, Oft als ein "Vor der Biegung" Für das Säumen.
- Gooseneck-Punches: Das Arbeitstier für tiefe Kanäle und Kastenbiegen, bei denen die Freiheit die Haupteinschränkung ist.
Erfahrungsnachweise: Kürzlich haben wir eine Werkstatt in Los Angeles konsultiert, die Verluste gemacht hat 15% von ihrem Material zu "Schlag-Schlag" Markierungen. Indem ich sie auf eine Variable umsetze 42CrMo-Legierungsstahl-Schwanenhals, sie erhielten den für ihre HLK-Luftkanäle benötigten Freiraum, ohne die strukturelle Integrität des Werkzeugs zu beeinträchtigen.
Tonnage & Werkzeugmaterial: Prävention "Explodierende Werkzeuge"
Die Tonnageanforderungen skalieren mit dem Quadrat der Materialdicke, Das heißt, die Verdopplung der Dicke erfordert das Vierfache des Drucks. Um Ihre Ausrüstung zu schützen, Stellen Sie sicher, dass Ihre Werkzeuge aus wärmebehandelter 42CrMo legierter Stahl, das eine überlegene Verformungsbeständigkeit im Vergleich zu Standard-T10-Stahl bietet, besonders unter schweren Lasten.
Verständnis Kosten für CNC-Pressbremsen Es geht um mehr als den ursprünglichen Maschinenpreis; Es beinhaltet den Lebenszyklus Ihrer Verbrauchsgüter. Wir haben festgestellt, dass es von hoher Qualität ist, Lasergehärtete Werkzeuge zahlen sich innerhalb von sechs Monaten aus, indem sie eine Genauigkeit von ±0,1° ohne häufige Neukalibrierung aufrechterhalten.
Tonnageberechnungsformel:
$$P = frac{k cdot L cdot s cdot t^2}{V}$$
(Wobei P die Kraft ist, s ist die Zugfestigkeit, und t ist die Dicke)
Warnzeichen: Wenn du es bemerkst "Pilzbildung" oder flache Stellen auf deinen Stempelschultern, Ihre Tonnage übersteigt die Streckgrenze des Werkzeugs. Bei JS RAGOS, Wir behandeln jedes Werkzeug mit einer speziellen Wärmebehandlung, um eine Oberflächenhärte zu erreichen, die diese spezielle Art von Versagen verhindert.
Das 2026 Digitaler Arbeitsablauf: Integration mit CNC-Systemen
Moderne Pressbremswerkzeuge müssen vollständig ausgestattet sein innerhalb des CNC-Controllers abgebildet um eine Echtzeit-Kollisionserkennung und automatische Rückfederungskompensation zu ermöglichen. Systeme wie die JS RAGOS iMeasure Laser Check ermöglicht eine Präzision von ±0,1°, indem es direkt mit der spezifischen Geometrie und Materialdaten des Werkzeugs in der Bibliothek kommuniziert.
Ob du zwischen den Alternativen schwankst Elektrische vs. hydraulische Pressbremsen, Die digitale Integration Ihrer Werkzeuge bleibt gleich. Eine maschinenlesbare Werkzeugbibliothek stellt sicher, dass Ihre Finger und Lochspitzen bei einer katastrophalen Kollision nie aufeinandertreffen.
Häufig gestellte Fragen
So gut es geht, Für hochpräzise Arbeiten wird es nicht empfohlen. Die Verwendung eines zu großen Chips für dünnes Material führt zu einem verzerrten Radius und "Flopping" Teile, Während eine zu kleine Form für dickes Material wahrscheinlich das Werkzeug oder die hydraulischen Dichtungen der Maschine durch übermäßigen Druck beschädigt.
Du solltest deine Schläge und Tote nach jeder Schicht abwischen.. Nach unserer Erfahrung, Mühlenkalk und Metallstaub aus Kohlenstoffstahl können sich in die Stanzenschultern einbetten, was dann erzeugt "Punktewertung" oder sichtbare Kratzer an zukünftigen Edelstahl- oder Aluminiumteilen.
Du solltest deine Schläge und Tote nach jeder Schicht abwischen.. Nach unserer Erfahrung, Mühlenkalk und Metallstaub aus Kohlenstoffstahl können sich in die Stanzenschultern einbetten, was dann erzeugt "Punktewertung" oder sichtbare Kratzer an zukünftigen Edelstahl- oder Aluminiumteilen.
42CrMo ist eine Chrom-Molybdän-Legierung, die eine deutlich höhere Menge liefert "Zähigkeit" und eine Ermüdungsbeständigkeit gegenüber Standard-Kohlenstoffstahl. Dies ist entscheidend für CNC-Operationen, bei denen das Werkzeug tausende von Zyklen durchläuft; Sie verhindert, dass das Werkzeug im Laufe der Zeit reißt oder sein geometrisches Profil verliert.

