













Cómo elegir las herramientas para frenos de presión (Punch & El) Sin prueba y error
Elegir las herramientas correctas para frenos de presión implica hacer coincidir con tu Apertura de dados V al grosor del material y a seleccionar geometrías de punzonador que eliminan las bridas de las piezas. En JS RAGOS, Recomendamos el Regla de 8 para acero dulce, mientras aumentaba el multiplicador del acero inoxidable para gestionar eficazmente el tonelaje y el retroceso.
En nuestras dos décadas de fabricación, Hemos visto que la curvatura de alta precisión tiene menos que ver con la potencia de la máquina y más con la sinergia entre la geometría de la herramienta y la física de materiales. Ya sea que estés operando un 40-Prensa eléctrica de toneladas o un modelo de alta resistencia de 600 toneladas, Eliminar el ensayo y error requiere un enfoque basado en datos para la selección de herramientas.
El "Índice áureo" Selección de troqueles: Más allá de la regla de 8
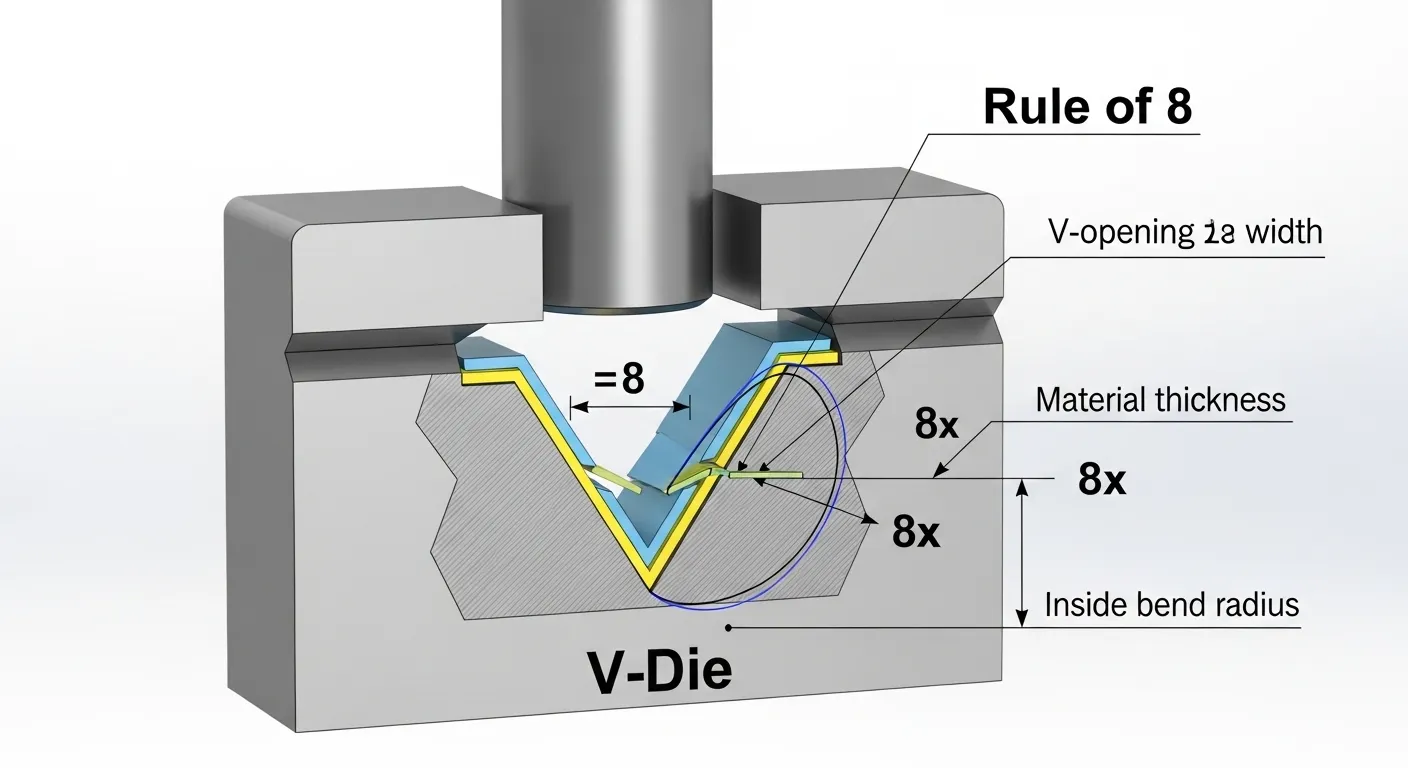
Para elegir el correcto Apertura de dados V, multiplica el grosor del material por 8 para que el acero dulce lograra un radio interior estándar. Para acero inoxidable, Sugerimos un 10Multiplicador –12x para tener en cuenta una mayor resistencia a la tracción, mientras que el aluminio blando a menudo requiere un 6multiplicador x para evitar grietas superficiales durante la curva.
En JS RAGOS, utilizamos el Análisis por Elementos Finitos (FEA) para simular cómo diferentes aperturas de dadas afectan a la estabilidad del marco. Hemos comprobado que seleccionar una abertura en V demasiado estrecha no solo aumenta el tonelaje; Acelera el desgaste de los hombros del chip, lo que lleva a la deriva del ángulo a lo largo del tiempo.
| Tipo de material | Apertura en V recomendada | Radio interior resultante (aprox.) | Impacto de tonelaje |
| Acero dulce | 8 x Espesor | 1.0 - 1.25 x Espesor | Estándar |
| Acero inoxidable | 10-12 x Espesor | 1.5 - 2.0 x Espesor | Alto (+15-20%) |
| Aluminio blando | 6 x Espesor | 0.8 x Espesor | Bajo (-10%) |
Consejo profesional de nuestro ingeniero jefe: Nunca te bases únicamente en el grosor nominal. En nuestras pruebas en las instalaciones de Foshan, Hemos observado que una variación de 0,1 mm en el grosor de la lámina puede cambiar el ángulo de flexión por más de 1 grado si tu chip en V está subdimensionado. Mide siempre tu lote real antes de montarlo.
Geometría de punzonadas: Resolviendo el "Rompecabezas de colisión"
Usa un Puñetazo de Cuello de Oca Cuando el diseño de tu pieza incluye una brida de retorno que golpearía un punzón recto estándar. El recuado "garganta" proporciona la margen necesaria para perfiles en U complejos, mientras que Puñetazos agudos son esenciales para el doblado de aire y para crear la primera etapa de un dobladillo o pliegue permanente.
Nuestra experiencia con Herramientas y automatización muestra que la mayoría "Prueba y error" El desperdicio proviene de interferencias inesperadas de herramientas. Los controladores CNC modernos como Delem o Cybelec nos permiten ejecutar simulaciones 3D, Pero la herramienta física debe igualar perfectamente la geometría del gemelo digital.
- Puñetazos Rectos: Es ideal para curvas simples de 90 grados donde no existen bridas de retorno.
- Puñetazos agudos: Necesario para cualquier curvatura que requiera un grado menor que 90, A menudo utilizado como "Pre-curvatura" para el dobladillo.
- Puñetazos de cuello de ganso: El caballo de batalla para canales profundos y curvado en caja donde el espacio libre es la principal limitación.
Evidencia de experiencia: Recientemente trabajamos como consultores para una tienda en Los Ángeles que estaba perdiendo 15% de su material para "Puñetazo-golpe" Marcas. Cambiándolos a un 42Cuello de oca de acero aleación CrMo, obtuvieron la altura libre necesaria para los conductos de su HVAC sin sacrificar la integridad estructural de la herramienta.
Tonelaje & Material de herramientas: Prevención "Herramientas explosivas"
Los requisitos de tonelaje escalan con el cuadrado del grosor del material, lo que significa que duplicar el grosor requiere cuatro veces la presión. Para proteger tu equipo, Asegúrate de que tus herramientas estén hechas de acero aleación 42CrMo tratado térmicamente, que ofrece una resistencia superior a la deformación en comparación con el acero estándar T10, especialmente bajo cargas de alta resistencia.
Comprensión Costes de los frenos de prensa CNC implica más que el precio inicial de la máquina; Incluye el ciclo de vida de tus consumibles. Hemos encontrado que es de alta calidad, Las herramientas endurecidas con láser se amortiguan en seis meses manteniendo una precisión de ±0,1° sin necesidad de recalibraciones frecuentes.
Fórmula de cálculo de tonelaje:
$$P = frac{k cdot L cdot s cdot t^2}{V}$$
(Donde P es fuerza, s es la resistencia a la tracción, y t es grosor)
Señal de advertencia: Si te fijas "Proliferación" o zonas planas en los hombros del dado, Tu tonelaje supera la resistencia al límite elástico de la herramienta. En JS RAGOS, Tratamos cada herramienta con tratamientos térmicos especializados para alcanzar una dureza superficial que previene este tipo específico de fallo.
El 2026 Flujo de trabajo digital: Integración con sistemas CNC
Las herramientas modernas para frenos de presión deben ser completamente mapeados dentro del controlador CNC para permitir la detección de colisiones en tiempo real y la compensación automática de resorte. Sistemas como el JS RAGOS iMeasure La comprobación láser permite una precisión de ±0,1° comunicándose directamente con la geometría específica de la herramienta y los datos de materiales almacenados en la biblioteca.
Si estás dudando entre Frenos de prensa eléctricos vs hidráulicos, La integración digital de tus herramientas sigue siendo la misma. Una biblioteca de herramientas legible por máquina garantiza que los dedos del calibre trasero y las puntas del puñetazo nunca se encuentren en una colisión catastrófica.
Preguntas frecuentes
Aunque es posible, No se recomienda para trabajos de alta precisión. Usar un chip demasiado grande para material fino resulta en un radio distorsionado y "Fracasos" Partes, mientras que un troquel demasiado pequeño para un material grueso probablemente dañará la herramienta o los sellos hidráulicos de la máquina debido a la presión excesiva.
Deberías limpiar tus golpes y muertes después de cada turno. En nuestra experiencia, Incrustaciones de molino y polvo metálico de acero al carbono pueden incrustarse en los hombros del troquel, que entonces crea "Puntuación" o arañazos visibles en futuras piezas de acero inoxidable o aluminio.
Deberías limpiar tus golpes y muertes después de cada turno. En nuestra experiencia, Incrustaciones de molino y polvo metálico de acero al carbono pueden incrustarse en los hombros del troquel, que entonces crea "Puntuación" o arañazos visibles en futuras piezas de acero inoxidable o aluminio.
42CrMo es una aleación de cromo-molibdeno que proporciona un nivel mucho más alto "dureza" y resistencia a la fatiga en comparación con el acero al carbono estándar. Esto es fundamental para operaciones CNC donde la herramienta pasa por miles de ciclos; Evita que la herramienta se agriete o pierda su perfil geométrico con el tiempo.

