













Comment choisir l’outillage du frein à pression (Punch & Le) Sans essais et erreurs
Choisir le bon outillage de frein à pression implique d’adapter votre Ouverture du dé V à l’épaisseur du matériau et à la sélection des géométries de poinçon qui dégagent les brides des pièces. À JS RAGOS, Nous recommandons le Règle de 8 pour l’acier doux, tout en augmentant le multiplicateur pour l’inox afin de gérer efficacement le tonnage et le rebond.
En deux décennies de fabrication, Nous avons constaté que la flexion à haute précision dépend moins de la puissance de la machine que de la synergie entre la géométrie des outils et la physique des matériaux. Que vous exploitiez un 40-Presse électrique en tonne ou un modèle robuste de 600 tonnes, Éliminer l’essai-erreur nécessite une approche basée sur les données pour le choix des outils.
Le "Ratio d’or" de la sélection de matrices: Au-delà de la règle de 8
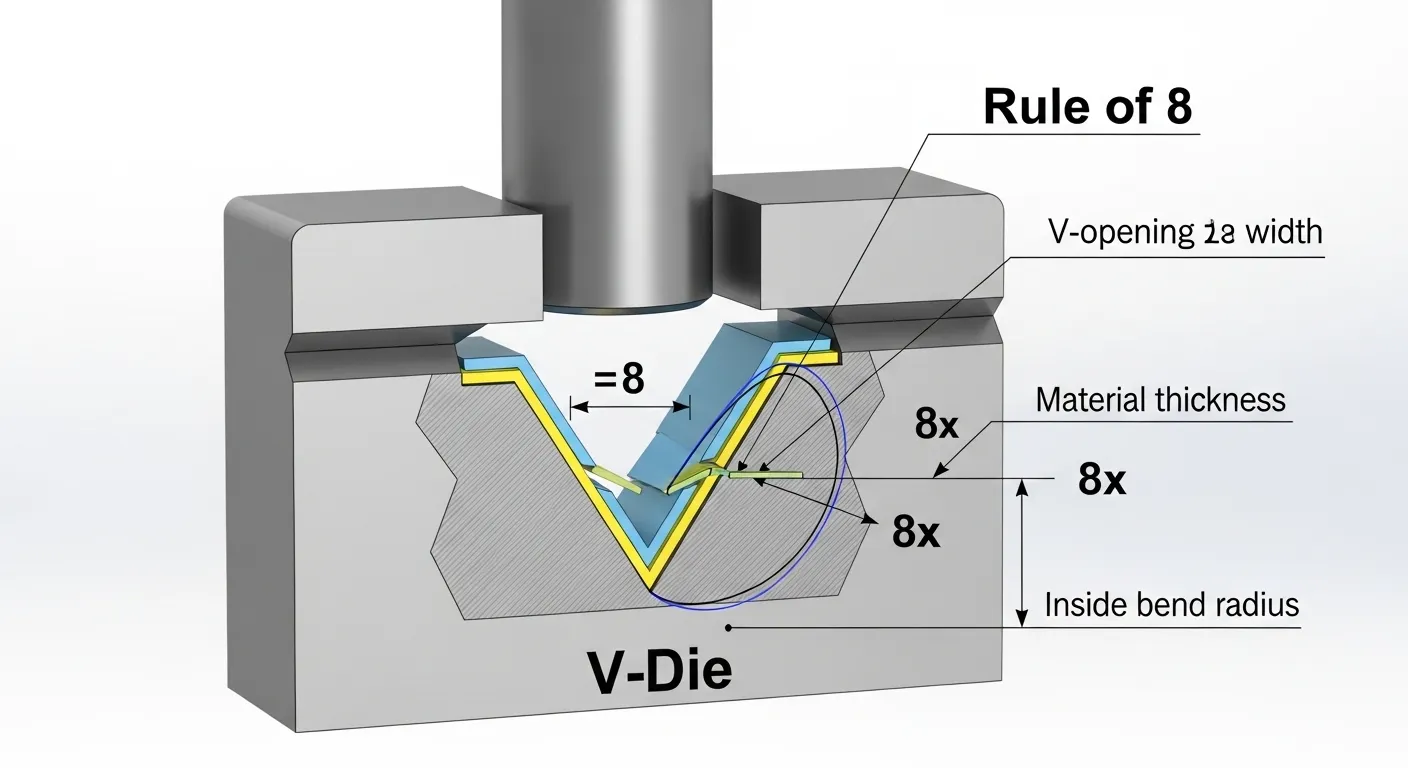
Pour choisir le bon Ouverture du dé V, multipliez l’épaisseur de votre matériau par 8 pour l’acier doux afin d’atteindre un rayon intérieur standard. Pour l’acier inoxydable, Nous suggérons un 10Multiplicateur –12x pour tenir compte d’une résistance à la traction plus élevée, tandis que l’aluminium tendre nécessite souvent un 6multiplicateur x pour éviter les fissures de surface pendant le virage.
À JS RAGOS, nous utilisons l’analyse par éléments finis (LAID) pour simuler comment différentes ouvertures de puces impactent la stabilité du cadre. Nous avons constaté que choisir une ouverture en V trop étroite n’augmente pas seulement le tonnage; Cela accélère l’usure des épaules de la puce, ce qui entraîne une dérive d’angle au fil du temps.
| Type de matériau | Ouverture en V recommandée | Rayon intérieur résultant (Environ.) | Tonnage Impact |
| Acier doux | 8 x Épaisseur | 1.0 - 1.25 x Épaisseur | Standard |
| Acier inoxydable | 10-12 x Épaisseur | 1.5 - 2.0 x Épaisseur | Haut (+15-20%) |
| Aluminium tendre | 6 x Épaisseur | 0.8 x Épaisseur | Bas (-10%) |
Conseil professionnel de notre ingénieur principal: Ne vous fiez jamais uniquement à l’épaisseur nominale. Dans nos tests à l’installation de Foshan, Nous avons observé qu’une variation de 0,1 mm d’épaisseur de la feuille peut modifier l’angle de flexion de plus de 1 degré si votre V-die est sous-dimensionné. Mesurez toujours votre véritable lot avant la configuration.
Géométrie du poinçon: Résolution de la "Collision Puzzle"
Utilisez un gooseneck punch Lorsque la conception de votre pièce inclut une bride de retour qui frapperait un poinçon droit standard. Le retrait "gorge" fournit la dégagement nécessaire pour les profils en U complexes, tandis que coups de poing secs sont essentielles pour la flexion de l’air et la création de la première étape d’un ourlet ou d’un pli permanent.
Notre expérience avec Outillage et automatisation montre que la plupart "essais et erreurs" Les déchets proviennent d’une interférence inattendue entre outils. Les contrôleurs CNC modernes comme Delem ou Cybelec nous permettent d’exécuter des simulations 3D, Mais l’outil physique doit toujours correspondre parfaitement à la géométrie du jumeau numérique.
- Coups de poing droits: Idéal pour les courbes simples de 90 degrés sans brides de retour.
- Coups de poing secs: Nécessaire pour toute courbure nécessitant un degré inférieur à 90, souvent utilisé comme un "Avant le courbe" pour ourlet.
- Coups de poing au cou de la gêne: Le cheval de bataille pour les canaux profonds et les flexions en boîte où l’espace est la contrainte principale.
Preuves d’expérience: Nous avons récemment conseillé pour un magasin à Los Angeles qui perdait des poids 15% de leur matériel à "coup de poing-coup" Marques. En les changeant pour un 42Acier allié CrMo à col de poule, ils ont obtenu l’espace nécessaire pour leurs conduits CVC sans sacrifier l’intégrité structurelle de l’outil.
Tonnage & Matériau d’outillage: Prévention "Outils explosifs"
Les exigences en tonnage s’ajustent avec le Carré d’épaisseur du matériau, ce qui signifie que doubler l’épaisseur nécessite quatre fois la pression. Pour protéger votre équipement, Assurez-vous que vos outils sont fabriqués à partir de acier allié 42CrMo traité thermiquement, qui offre une résistance à la déformation supérieure à l’acier T10 standard, Surtout sous des charges lourdes.
Compréhension Coûts des freins à pression CNC implique plus que le prix initial de la machine; Cela inclut le cycle de vie de vos consommables. Nous avons trouvé que la haute qualité, Les outillages durcis au laser se rentabilisent en six mois en maintenant une précision de ±0,1° sans nécessiter de recalibrage fréquent.
Formule de calcul du tonnage:
$$P = frac{k cdot L cdot s cdot t^2}{V}$$
(Où P est force, s est la résistance à la traction, et t est l’épaisseur)
Panneau d’avertissement: Si vous le remarquez "Éclosion" ou des zones plates sur les épaules de la dé, Votre tonnage dépasse la limite d’élasticité de l’outil. À JS RAGOS, Nous traitons chaque outil avec un traitement thermique spécialisé afin d’atteindre une dureté de surface qui empêche ce type spécifique de rupture.
Le 2026 Flux de travail numérique: Intégration avec les systèmes CNC
Les outillages modernes des freins à pression doivent être entièrement mappé dans le contrôleur CNC pour permettre la détection en temps réel des collisions et la compensation automatique du rebond. Des systèmes comme le JS RAGOS iMeasure Le contrôle laser permet une précision de ±0,1° en communiquant directement avec la géométrie spécifique de l’outil et les données matérielles stockées dans la bibliothèque.
Que vous hésitiez entre Freins à pression électriques vs hydrauliques, L’intégration numérique de vos outils reste la même. Une bibliothèque d’outils lisible par machine garantit que vos doigts de l’échantillon arrière et les pointes de votre poinçon ne se rencontrent jamais lors d’une collision catastrophique.
Questions fréquemment posées
Bien que possible, Il n’est pas recommandé pour le travail de haute précision. Utiliser une puce trop grande pour un matériau fin entraîne un rayon déformé et "Flop" Parties, Alors qu’une puce trop petite pour un matériau épais risque d’endommager l’outil ou les joints hydrauliques de la machine à cause d’une pression excessive.
Tu devrais essuyer tes coups de poing et de morts après chaque shift. D’après notre expérience, Tartière de moulin et poussière métallique provenant de l’acier au carbone peuvent s’incruster dans les épaules de la matrice, ce qui crée alors "Score" ou des rayures visibles sur de futures pièces en acier inoxydable ou en aluminium.
Tu devrais essuyer tes coups de poing et de morts après chaque shift. D’après notre expérience, Tartière de moulin et poussière métallique provenant de l’acier au carbone peuvent s’incruster dans les épaules de la matrice, ce qui crée alors "Score" ou des rayures visibles sur de futures pièces en acier inoxydable ou en aluminium.
42Le CrMo est un alliage chrome-molybdène qui offre un taux beaucoup plus élevé "Robustesse" et la résistance à la fatigue par rapport à l’acier au carbone standard. C’est crucial pour les opérations CNC où l’outil subit des milliers de cycles; Cela empêche l’outil de se fissurer ou de perdre son profil géométrique avec le temps.

