













Come scegliere gli utensili per freni a pressione (Punch & Le) Senza tentativi ed errori
Scegliere gli attrezzi corretti per freni a pressione comporta l'abbinamento del tuo Apertura del dado V allo spessore del materiale e alla selezione delle geometrie a punzone che eliminano le flange delle parti. A JS RAGOS, Consigliamo il Regola di 8 per acciaio dolce, aumentando il moltiplicatore per l'acciaio inox per gestire efficacemente tonnellaggio e ritorno a primavera.
Nei nostri due decenni di produzione, Abbiamo visto che la piegatura ad alta precisione riguarda meno la potenza della macchina e più la sinergia tra geometria degli utensili e fisica dei materiali. Che tu stia gestendo un 40-Tonnellata pressa elettrica oppure un modello pesante da 600 tonnellate, Eliminare il tentativo ed errore richiede un approccio basato sui dati per la selezione degli strumenti.
Le "Rapporto aureo" Selezione dei Die: Oltre la regola di 8
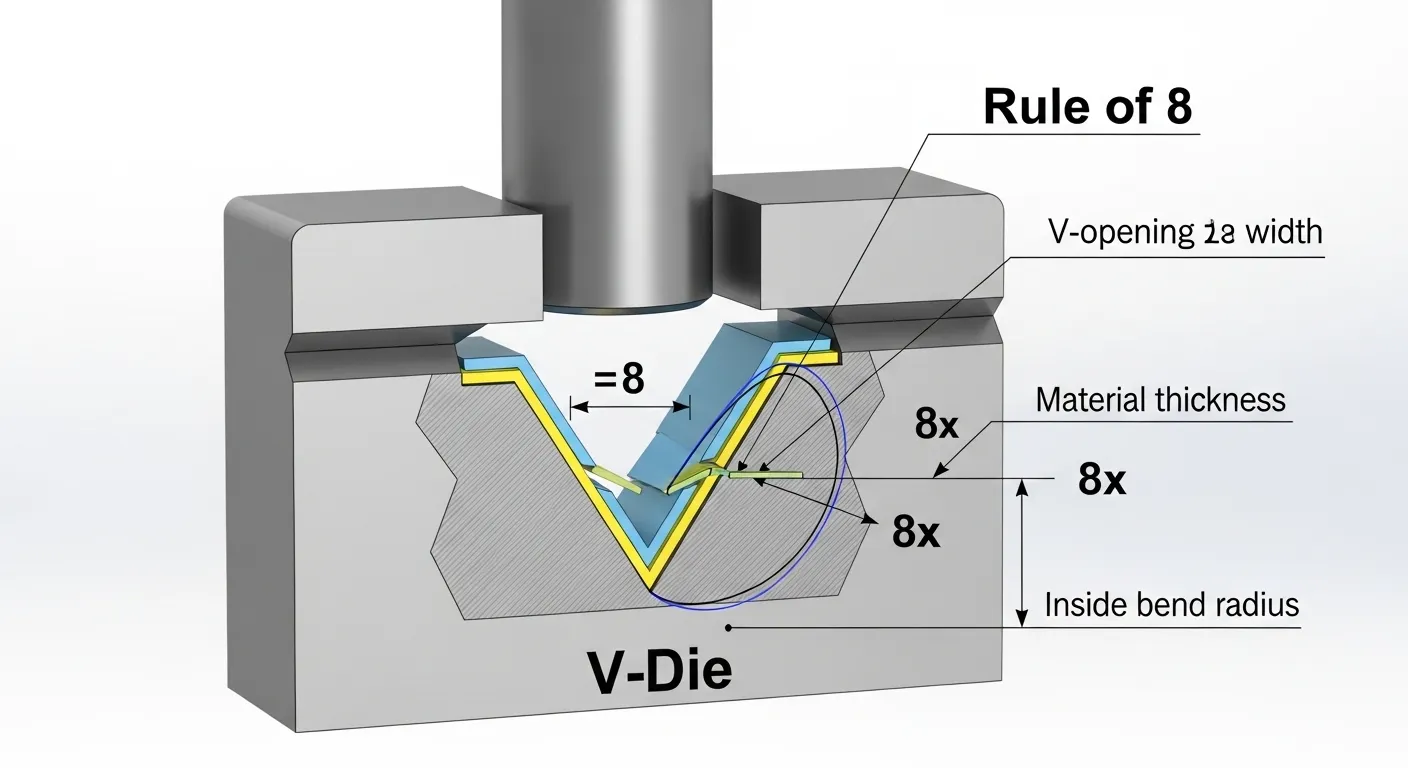
Per scegliere il giusto Apertura del dado V, moltiplica lo spessore del materiale per 8 per l'acciaio dolce per ottenere un raggio interno standard. Per l'acciaio inossidabile, Suggeriamo un 10Moltiplicatore –12x per compensare una maggiore resistenza alla trazione, mentre l'alluminio morbido spesso richiede un 6moltiplicatore x per evitare crepe superficiali durante la curvatura.
A JS RAGOS, utilizziamo l'Analisi agli Elementi Finiti (BRUTTO) per simulare come le diverse aperture del die influenzano la stabilità del telaio. Abbiamo scoperto che selezionare un'apertura a V troppo stretta non aumenta solo il tonnellaggio; Accelera l'usura delle spalle del die, portando a una deriva angolare nel tempo.
| Tipo di materiale | Apertura a V consigliata | Raggio interno risultante (approssimativamente.) | Impatto del tonnellaggio |
| Acciaio dolce | 8 x Spessore | 1.0 - 1.25 x Spessore | Standard |
| Acciaio inox | 10-12 x Spessore | 1.5 - 2.0 x Spessore | Alto (+15-20%) |
| Alluminio morbido | 6 x Spessore | 0.8 x Spessore | Basso (-10%) |
Consiglio professionale del nostro Lead Engineer: Non affidarti mai solo allo spessore nominale. Durante i nostri test presso la struttura di Foshan, Abbiamo osservato che una variazione di 0,1 mm nello spessore del foglio può modificare l'angolo di flessione di oltre 1 grado se il tuo chip a V è sottodimensionato. Misura sempre il tuo lotto effettivo prima di configurarlo.
Geometria del punzone: Risoluzione del "Enigma di collisione"
Usa un Pugno al collo d'oca Quando il progetto del tuo pezzo include una flangia di ritorno che colperebbe un punzone dritto standard. Il ripiegamento "gola" fornisce l'altezza necessaria per profili a U complessi, mentre Pugni acuti sono essenziali per la piegatura dell'aria e per creare la prima fase di un orlo o piega permanente.
La nostra esperienza con Utensili e automazione mostra che la maggior parte "tentativi ed errori" Sprechi derivano da interferenze inaspettate degli strumenti. I moderni controller CNC come Delem o Cybelec ci permettono di eseguire simulazioni 3D, Ma lo strumento fisico deve comunque corrispondere perfettamente alla geometria del gemello digitale.
- Colpi dritti: Ideale per semplici curve a 90 gradi dove non esistono flange di ritorno.
- Pugni acuti: Necessaria per qualsiasi curva che richiede un grado inferiore a 90, spesso usato come "Pre-curvatura" per l'orlo.
- Colpi al collo d'oca: Il cavallo di battaglia per canali profondi e piegatura a scatola dove l'altezza libera è il vincolo principale.
Prove dell'esperienza: Recentemente abbiamo fatto consulenza per un negozio a Los Angeles che stava perdendo 15% del loro materiale a "colpo-colpo" Segni. Sostituendoli in un 42CrMo in lega a collo d'oca, hanno ottenuto l'altezza libera necessaria per le condotte HVAC senza sacrificare l'integrità strutturale dello strumento.
Stazza & Materiale degli utensili: Prevenzione "Attrezzi Esplosivi"
I requisiti di tonnellaggio scalano con il quadrato dello spessore del materiale, il che significa che raddoppiare lo spessore richiede quattro volte la pressione. Per proteggere le tue attrezzature, assicurati che i tuoi strumenti siano realizzati con acciaio in lega 42CrMo trattato termicamente, che offre una resistenza superiore alla deformazione rispetto all'acciaio standard T10, soprattutto sotto carichi pesanti.
Comprensione Costi dei freni a pressione CNC coinvolge più del prezzo iniziale della macchina; Include il ciclo di vita dei tuoi consumabili. Abbiamo trovato che la qualità è alta, Gli utensili temprati al laser si ripagano in sei mesi mantenendo una precisione di ±0,1° senza necessità di frequenti ricalibrazioni.
Formula di calcolo del tonnellaggio:
$$P = frac{k cdot L cdot s cdot t^2}{V}$$
(Dove P è forza, s è la resistenza alla trazione, e t è lo spessore)
Cartello di avvertimento: Se te ne accorgi "Proliferazione" o punti piatti sulle spalle del dado, Il tuo tonnellaggio supera la resistenza allo snervamento dello strumento. A JS RAGOS, Trattiamo ogni utensile con trattamenti termici specializzati per ottenere una durezza superficiale che previene questo tipo specifico di guasto.
Le 2026 Flusso di lavoro digitale: Integrazione con i sistemi CNC
Gli utensili moderni per freni a pressione devono essere completamente mappata all'interno del controller CNC per abilitare il rilevamento in tempo reale delle collisioni e la compensazione automatica del retrocesso. Sistemi come il JS RAGOS iMeasure Il controllo laser consente una precisione di ±0,1° comunicando direttamente con la geometria specifica dello strumento e i dati materiali memorizzati nella libreria.
Se stai indeciso tra Freni a pressa elettrici vs idraulici, L'integrazione digitale dei tuoi strumenti rimane la stessa. Una libreria di strumenti leggibile da macchina garantisce che le dita del retrocalibro e le punte del punzone non si incontrino mai in una collisione catastrofica.
Domande frequenti
Anche se possibile, Non è raccomandato per lavori ad alta precisione. L'uso di un die troppo grande per un materiale sottile provoca un raggio distorto e "Flopping" Parti, mentre un die troppo piccolo per un materiale spesso probabilmente danneggierà lo strumento o le guarnizioni idrauliche della macchina a causa di una pressione eccessiva.
Dovresti pulire i tuoi pugni e i morti dopo ogni turno. Secondo la nostra esperienza, Squama da mulino e polvere metallica proveniente dall'acciaio al carbonio possono rimanere incastonati nelle spalle del die, che quindi crea "Punteggio" o graffi visibili su futuri pezzi in acciaio inossidabile o alluminio.
Dovresti pulire i tuoi pugni e i morti dopo ogni turno. Secondo la nostra esperienza, Squama da mulino e polvere metallica proveniente dall'acciaio al carbonio possono rimanere incastonati nelle spalle del die, che quindi crea "Punteggio" o graffi visibili su futuri pezzi in acciaio inossidabile o alluminio.
42Il CrMo è una lega di cromo-molibdeno che fornisce un valore molto più elevato "Durezza" e resistenza alla fatica rispetto all'acciaio al carbonio standard. Questo è fondamentale per le operazioni CNC in cui lo strumento subisce migliaia di cicli; Evita che lo strumento si crepi o perda il suo profilo geometrico nel tempo.

