













プレスブレーキ金型の選び方 (パンチ & その) 試行錯誤なし
適切なプレスブレーキ金型を選ぶには、あなたのものに合わせる必要があります Vダイオープニング 材料の厚さや、部品のフランジをクリアするパンチジオメトリの選択. あの時 JSラゴス, 私たちは の規則 8 軟鋼の場合, ステンレスの乗数を上げてトン数管理とスプリングバックを効果的に管理します.
私たちの20年にわたる製造業の中で, 高精度曲げは機械の力よりも、工具の形状と材料物理の相乗効果が重要であることがわかりました. あなたが 40-トン・エレクトリック・プレス または600トンの重装備モデル, 試行錯誤を排除するには、データ駆動型のツール選択アプローチが必要です.
ザ "黄金比" ダイ選択の: 支配を超えて 8
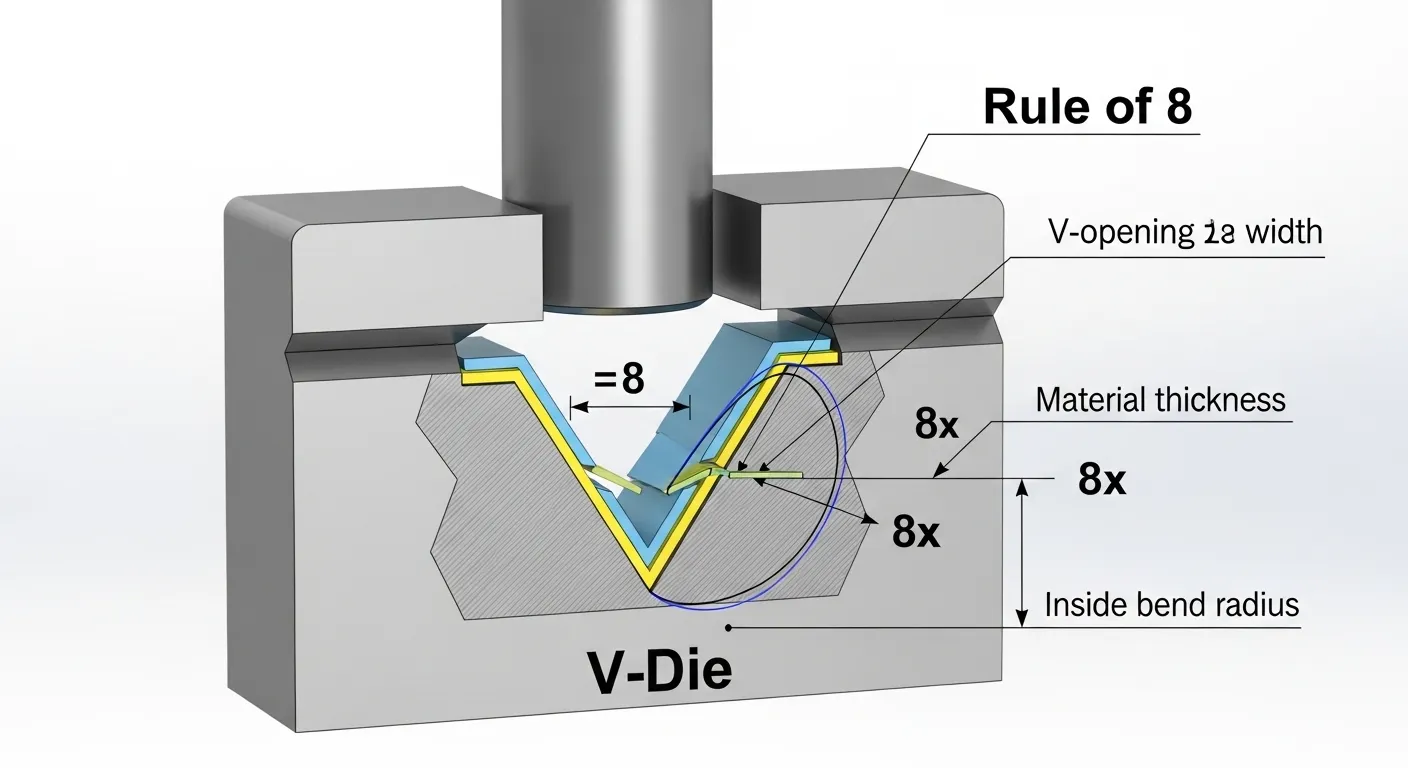
正しい選択をするために Vダイオープニング, 材料の厚さに掛けてください 8 軟鋼が標準的な内側半径を達成するために. ステンレス鋼の場合, 私たちは 10–12倍の乗数 より高い引張強度を考慮した, 一方、柔らかいアルミニウムはしばしば 6x倍率 曲げ時の表面亀裂を防ぐためです.
あの時 JSラゴス, 有限要素解析を活用しています (醜い) 異なるダイ開口部がフレームの安定性にどのように影響するかをシミュレートするためです. 狭すぎるV字開口部を選ぶと、単にトン数が増えるだけではないことがわかりました; ダイショルダーの摩耗を加速させます, 時間とともに角度ドリフトを引き起こす.
| 素材の種類 | 推奨V字オープニング | 結果としては、内側半径 (おおよその) | トン数の影響 |
| マイルドスチール | 8 x 厚さ | 1.0 - 1.25 x 厚さ | 標準 |
| ステンレス鋼 | 10-12 x 厚さ | 1.5 - 2.0 x 厚さ | 高い (+15-20%) |
| ソフトアルミニウム | 6 x 厚さ | 0.8 x 厚さ | 低い (-10%) |
リードエンジニアからのプロのアドバイス: 名目上の厚さだけに頼ってはいけません. 佛山施設での試験, シートの厚さが0.1mm変わると曲げ角が大きく変わることが観察されています 1 Vダイが小さい場合は度数です. セットアップ前に必ず実際のバッチを測定してください.
パンチ幾何学: 解く方法 "衝突パズル"
Use a グースネックパンチ 部品設計に標準的な直線パンチに当たるリターンフランジが含まれている場合. 後退者 "喉" 複雑なUプロファイルに必要なクリアランスを提供します, 一方、 鋭いパンチ 空気曲げや永久的な裾や折り目の最初の段階を作るために不可欠です.
私たちの経験 工具と自動化 ほとんどのことを示しています "試行錯誤" 廃棄物は予期せぬ工具の干渉から生じます. DelemやCybelecのような現代のCNCコントローラーは3Dシミュレーションを可能にします, しかし、物理的なツールはデジタルツインのジオメトリと完全に一致しなければなりません.
- ストレートパンチ: リターンフランジが存在しない単純な90度の曲がりに最適です.
- 急性パンチ: 以下の度数を必要とするすべての曲がり角に必要です。 90, よく "ベンド前" ヘミングのために.
- グースネックパンチ: クリアランスが主な制約となる深い溝やボックス曲げの作業台です.
経験証拠: 最近、ロサンゼルスのある店舗で苦境に立つためにコンサルティングを行いました 15% 彼らの素材から "パンチストライク" マーク. それらを 42CrMo合金鋼グースネック, 彼らは、ツールの構造的な強度を損なうことなく、HVACダクトに必要なクリアランスを得ました.
トン数 & 工具材料: 予防 "爆発道具"
トン数の要求量は 材料の厚さの二乗, つまり、厚さを倍増させるには圧力が4倍になります. 装備を守るために, 必ず工具が以下の素材で作られていることを確認してください 熱処理された42CrMo合金鋼, これは標準的なT10鋼に比べて変形に対する優れた抵抗性を提供します, 特に重荷重時には.
理解 CNCプレスブレーキのコスト 初期の機械価格以上のものが関わる; 消耗品のライフサイクルも含まれます. 私たちは高品質なものを見つけました, レーザー硬化型は、頻繁な再校正を必要とせず、±0.1°の精度を維持することで6か月以内に回収を実現します.
トン数計算式:
$$P = frac{k cdot L cdot s cdot t^2}{V}$$
(ここでPは力です, s は引張強度です, そして t は厚さです)
警告サイン: 気づいてください "マッシュルーム化" あるいはダイショルダーの平らな部分もあります, あなたのトン数が工具の降伏強度を超えています. あの時 JSラゴス, すべての工具を専門的な熱処理で処理し、この種の故障を防ぐ表面硬度に仕上げています.
ザ 2026 デジタルワークフロー: CNCシステムとの統合
現代のプレスブレーキ金型は完全に CNCコントローラ内にマッピングされています リアルタイムの衝突検出と自動スプリングバック補償を可能にするためです. 例えば JS RAGOS iMeasure レーザーチェックは、ライブラリに保存されたツールの特定のジオメトリや材料データと直接通信することで、±0.1°の精度を実現します.
あなたが悩んでいるかどうか 電気式プレスブレーキと油圧式プレスブレーキの違い, ツールのデジタル統合は変わらずです. 機械可読のツールライブラリにより、バックゲージの指とパンチチップが致命的な衝突でぶつかることがありません.
よくある質問
可能ですが, 高精度作業には推奨されません. 薄い材料に対して大きすぎるダイを使うと、半径が歪み、 "フロッピング" パーツ, 厚い材料に対して小さすぎるダイは、過剰な圧力により工具や機械の油圧シールを損傷する可能性があります.
毎シフトの後はパンチを拭いて死ぬべきだ. 私たちの経験では, 製材材や炭素鋼の金属粉塵がダイショルダーに埋もみ込まれることがあります, すると、次のようになる "得点" 将来のステンレス鋼やアルミニウム部品に目に見える傷が残る場合もあります.
毎シフトの後はパンチを拭いて死ぬべきだ. 私たちの経験では, 製材材や炭素鋼の金属粉塵がダイショルダーに埋もみ込まれることがあります, すると、次のようになる "得点" 将来のステンレス鋼やアルミニウム部品に目に見える傷が残る場合もあります.
42CrMoはクロムモリブデン合金で、はるかに高い "タフネス" 標準的な炭素鋼よりも疲労耐性が高い. これは、工具が何千回もサイクルを行うCNC作業において非常に重要です; これにより、時間の経過とともに工具の亀裂や幾何学的な形状の喪失を防ぎます.

