













Como escolher as ferramentas para freios de pressão (Punch & O) Sem tentativa e erro
Escolher as ferramentas corretas para freio de pressão envolve combinar seu Abertura do dado V para a espessura do material e a seleção de geometrias de punção que limpam as flanges da peça. Em JS RAGOS, Recomendamos o Regra de 8 para aço macio, enquanto aumenta o multiplicador do aço inoxidável para gerenciar tonelagem e recuo efetivamente.
Em nossas duas décadas de manufatura, Vimos que a flexão de alta precisão tem menos a ver com a potência da máquina e mais sobre a sinergia entre a geometria da ferramenta e a física dos materiais. Seja você que está operando um 40-Prensa elétrica Ton ou um modelo pesado de 600 toneladas, Eliminar tentativa e erro requer uma abordagem orientada por dados para a seleção de ferramentas.
O "Proporção Áurea" Seleção de Dados: Além da Regra de 8
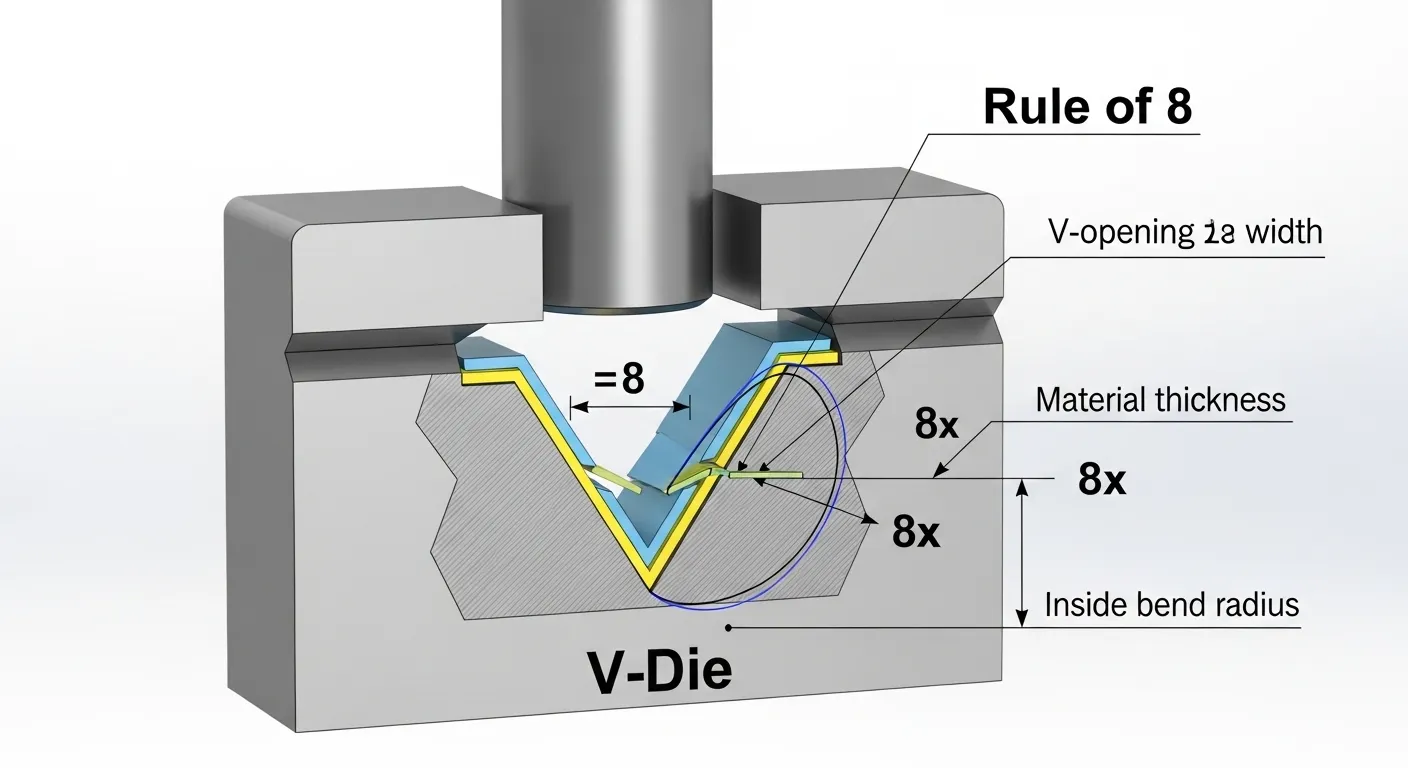
Para escolher o correto Abertura do dado V, multiplique a espessura do seu material por 8 para que o aço macio alcance um raio interno padrão. Para aço inoxidável, Sugerimos um 10Multiplicador –12x para compensar a maior resistência à tração, enquanto o alumínio macio frequentemente requer um 6multiplicador x para evitar rachaduras na superfície durante a curvatura.
Em JS RAGOS, utilizamos Análise por Elementos Finitos (FEIO) para simular como diferentes aberturas de die impactam a estabilidade do quadro. Descobrimos que escolher uma abertura em V muito estreita não só aumenta a tonelagem; Isso acelera o desgaste dos ombros do die, levando ao desvio do ângulo ao longo do tempo.
| Tipo de material | Abertura em V recomendada | Raio Interno Resultante (aprox.) | Impacto de Tonelagem |
| Aço macio | 8 x Espessura | 1.0 - 1.25 x Espessura | Padrão |
| Aço inoxidável | 10-12 x Espessura | 1.5 - 2.0 x Espessura | Alto (+15-20%) |
| Alumínio macio | 6 x Espessura | 0.8 x Espessura | Baixo (-10%) |
Dica profissional do nosso Engenheiro Líder: Nunca confie apenas na espessura nominal. Em nossos testes na instalação de Foshan, Observamos que uma variação de 0,1mm na espessura da chapa pode alterar o ângulo de flexão em mais de 1 grau se seu V-die for subdimensionado. Sempre meça seu lote real antes da configuração.
Geometria do Punção: Resolvendo o "Quebra-cabeça de colisão"
Use um Soco de Pescoço de Ganso Quando o projeto da sua peça inclui uma flange de retorno que atingiria um punção reta padrão. O recuado "garganta" fornece a folga necessária para perfis em U complexos, enquanto Socos agudos são essenciais para a dobra de ar e para criar a primeira etapa de uma barra ou dobra permanente.
Nossa experiência com Ferramentas e automação mostra que a maioria "Tentativa e erro" Resíduos vêm de interferências inesperadas de ferramentas. Controladores CNC modernos como Delem ou Cybelec nos permitem rodar simulações 3D, Mas a ferramenta física ainda deve corresponder perfeitamente à geometria do gêmeo digital.
- Socos Diretos: Ideal para curvas simples de 90 graus onde não existem flanges de retorno.
- Socos Agudos: Necessário para qualquer curvatura que exija grau menor que 90, frequentemente usado como um "Pré-dobramento" para a bainha.
- Socos no Pescoço de Ganso: O cavalo de batalha para canais profundos e flexão de caixa, onde a folga é a principal restrição.
Evidências de Experiência: Recentemente, fizemos consultoria para uma loja em Los Angeles que estava perdendo 15% de seu material para "Soco-golpe" Marcas. Mudando-os para um 42Aço de liga CrMo com pescoço de ganso, eles obtiveram a folga necessária para seus dutos HVAC sem sacrificar a integridade estrutural da ferramenta.
Tonelagem & Material de Ferramentas: Prevenção "Ferramentas Explosivas"
Os requisitos de tonelagem escalam com o quadrado da espessura do material, ou seja, dobrar a espessura requer quatro vezes a pressão. Para proteger seu equipamento, Certifique-se de que suas ferramentas são feitas de aço liga 42CrMo tratado termicamente, que oferece resistência superior à deformação em comparação com o aço padrão T10, especialmente sob cargas pesadas.
Compreensão Custos do freio de pressão CNC envolve mais do que o preço inicial da máquina; Inclui o ciclo de vida dos seus consumíveis. Encontramos que é de alta qualidade, As ferramentas endurecidas a laser se pagam em seis meses mantendo ±0,1° de precisão sem necessidade de recalibração frequente.
Fórmula de Cálculo de Tonelagem:
$$P = frac{k cdot L cdot s cdot t^2}{V}$$
(Onde P é força, s é a resistência à tração, e t é espessura)
Sinal de Aviso: Se você reparar "Proliferação" ou pontos planos nos ombros do seu dado, Sua tonelagem está excedendo o limite de escoamento da ferramenta. Em JS RAGOS, Tratamos cada ferramenta com tratamento térmico especializado para alcançar uma dureza superficial que previna esse tipo específico de falha.
O 2026 Fluxo de Trabalho Digital: Integração com Sistemas CNC
As ferramentas modernas dos freios de pressão devem ser totalmente mapeado dentro do controlador CNC para permitir a detecção de colisão em tempo real e compensação automática de recuo. Sistemas como o JS RAGOS iMeasure A verificação a laser permite precisão de ±0,1° ao comunicar-se diretamente com a geometria específica da ferramenta e os dados de materiais armazenados na biblioteca.
Se você está em dúvida entre Freios de pressão elétricos vs hidráulicos, A integração digital das suas ferramentas permanece a mesma. Uma biblioteca de ferramentas legível por máquina garante que seus dedos e pontas do seu perfurador nunca se encontrem em uma colisão catastrófica.
Perguntas Frequentes
Embora seja possível, não é recomendado para trabalhos de alta precisão. Usar um chip grande demais para material fino resulta em um raio distorcido e "Fracasso" Partes, enquanto um chip muito pequeno para material grosso provavelmente danificará a ferramenta ou as vedações hidráulicas da máquina devido à pressão excessiva.
Você deve limpar seus socos e mortes após cada turno. Na nossa experiência, Raspo de moinho e pó metálico do aço carbono podem ficar embutidos nos ombros do cunho, que então cria "Pontuação" ou riscos visíveis em futuras peças de aço inoxidável ou alumínio.
Você deve limpar seus socos e mortes após cada turno. Na nossa experiência, Raspo de moinho e pó metálico do aço carbono podem ficar embutidos nos ombros do cunho, que então cria "Pontuação" ou riscos visíveis em futuras peças de aço inoxidável ou alumínio.
42CrMo é uma liga de cromo-molibdênio que proporciona um nível muito mais alto "Resistência" e resistência à fadiga em relação ao aço carbono padrão. Isso é fundamental para operações CNC, onde a ferramenta passa por milhares de ciclos; Isso evita que a ferramenta trinque ou perca seu perfil geométrico com o tempo.

