













ESA Controller on Sheet Metal Bending Machines: Features and Workflow
Precision in sheet metal fabrication is no longer just about the mechanical strength of the press brake; it is about the intelligence governing the stroke. In modern manufacturing, the ESA Controller has emerged as a global standard for CNC bending operations, providing the bridge between complex 3D CAD designs and physical part execution.
What is an ESA Controller in Sheet Metal Bending?
An ESA controller is a high-performance CNC system designed specifically for press brakes, enabling automated control over multiple axes, angle calculation, and hydraulic compensation. It simplifies the bending workflow by allowing operators to import 3D files, simulate the bending sequence to prevent collisions, and manage real-time corrections for material springback.
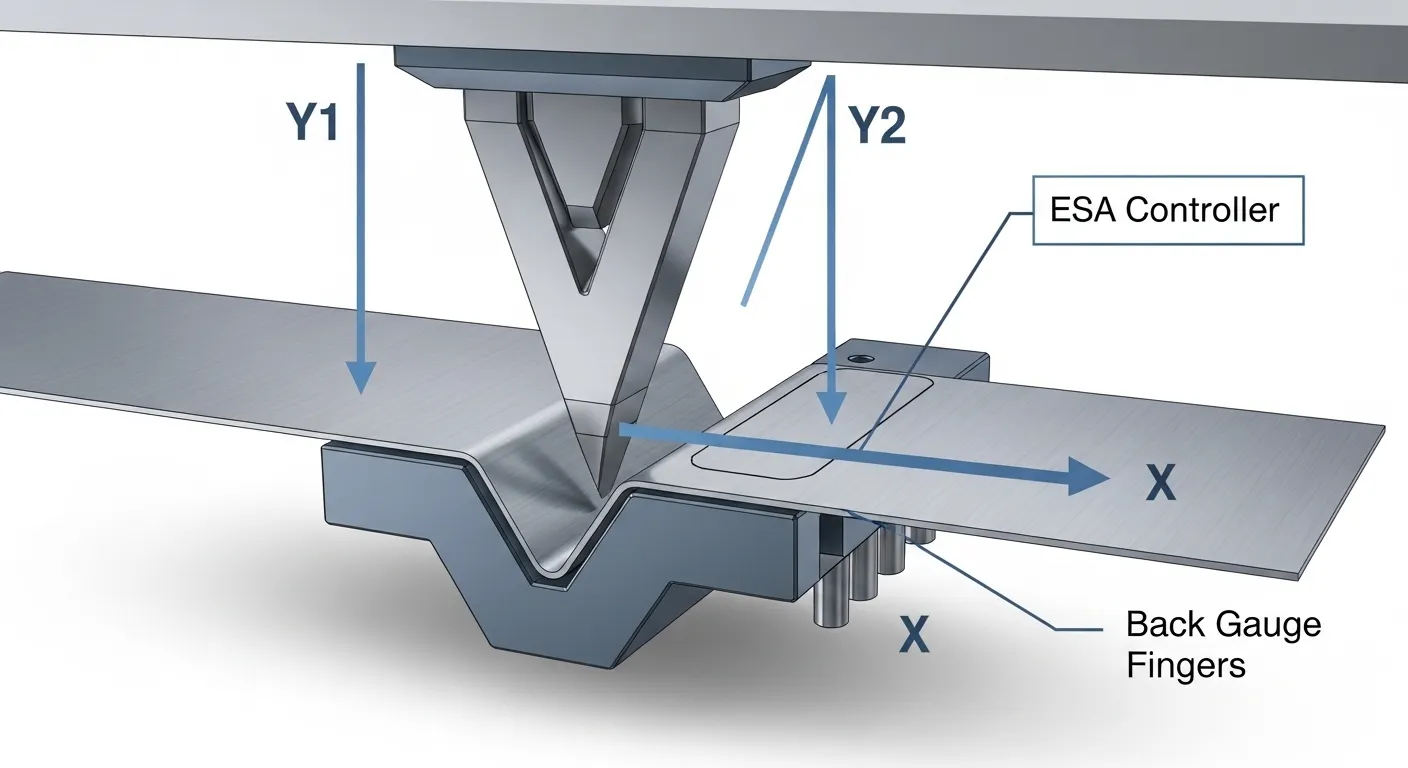
- Precision Control: Manages Y1, Y2, and multiple backgauge axes (X, R, Z1, Z2) with micron-level accuracy.
- User-Friendly Interface: Modern versions like the S600 series feature multi-touch screens and intuitive 2D/3D programming.
- Efficiency: Features "Auto-Bending" sequences that calculate the most efficient tool paths to minimize setup time.
- Crowning Integration: Automatically manages press brake crowning to ensure consistent angles across the entire length of the workpiece.
- Safety & Connectivity: Integrates with laser safety systems and Industry 4.0 protocols for remote diagnostics.
Why Is the ESA Controller the Industry Standard for CNC Press Brakes?
The ESA controller is favored by manufacturers because it balances advanced computational power with a simplified user interface. While manual bending requires a highly skilled operator to calculate bend deductions and flange lengths, the ESA CNC automates these calculations, reducing the margin for human error and increasing throughput.
For a B2B operation, the ROI of an ESA-equipped machine is found in the reduction of scrap material. Because the controller simulates the bend before the punch touches the metal, "first-part, right-part" production becomes a reality rather than a goal.
Key Features of ESA CNC Systems

Modern ESA controllers, such as the ESA S630, S640, and S660, provide a suite of tools that transform a standard press brake into a high-precision production cell.
Multi-Axis Management
The controller can manage everything from a basic 3-axis setup to complex 8-axis configurations. Understanding the 8-axis CNC press brake meaning is crucial here, as the ESA unit must coordinate the synchronized movement of the ram (Y1, Y2) with the independent movements of the backgauge (X, R, Z1, Z2) and even front support arms.
2D and 3D Graphic Programming
Operators can draw parts directly on the screen or import DXF/STEP files. The software then automatically calculates the developed length of the sheet, determines the optimal bending sequence, and selects the appropriate tooling from an internal library.
Real-Time Angle Correction
ESA controllers often interface with laser angle-measuring systems. If the material properties (like hardness or thickness) vary slightly, the controller detects the deviation mid-bend and adjusts the depth of the punch to achieve the exact target angle.
Technical Comparison: ESA Controller Models
| Feature | ESA S630 (Entry/Mid) | ESA S640 (Advanced) | ESA S660/S800 (High-End) |
| Display | 10" Touch Screen | 15" Touch Screen | 19" Multi-Touch |
| Max Axes | Up to 4+1 | Up to 6+1 | 8 to 128+ |
| Visuals | 2D Graphics | 2D/3D Graphics | Full 3D Simulation |
| Best For | Job shops, simple parts | High-volume production | Complex 3D geometries |
| OS | Windows Embedded | Windows 10/11 IoT | Windows 10/11 IoT |
The ESA Workflow: From CAD to Finished Part
The workflow on an ESA-equipped machine is designed to be linear and foolproof, catering to both veteran fabricators and newer operators.
Part Programming
The operator either draws the part profile on the touchscreen or uploads a 3D file via USB or network. The ESA software analyzes the geometry and identifies potential "collision zones" where the metal might hit the machine frame or the tools.
Tooling Selection
The controller suggests the best punch and die from the stored database. If the required bend radius is impossible with the current tools, the controller alerts the operator before the cycle begins.
Simulation and Optimization
Before the foot pedal is pressed, the operator views a 3D simulation of the bend. This is where the choice between a 4-axis vs 8-axis CNC press brake becomes evident; the ESA controller will optimize the backgauge positions differently based on how many degrees of freedom the machine hardware allows.
Execution and Crowning
As the bend begins, the ESA controller calculates the required pressure and automatically adjusts the hydraulic crowning system. This compensates for the natural deflection of the machine bed, ensuring the angle at the center of the machine is identical to the angles at the ends.
Real-World Manufacturing Case Studies
Case Study: Reducing Setup Time in Custom Cabinetry
A mid-sized industrial enclosure manufacturer was using manual press brakes. The setup time for a complex 8-bend cabinet door was 45 minutes, with an average of 3 scrap pieces per run. After switching to a JSRAGOS Press Brake with an ESA S640 controller and 3D offline programming, the setup time dropped to 10 minutes. The 3D simulation identified a collision issue in the design phase, reducing scrap to near-zero and increasing daily output by 35%.
Case Study: Precision Aerospace Brackets
A Tier 2 Aerospace supplier working with high-strength Aluminum and Stainless Steel found that material springback variations were causing 15% of parts to fail QC inspections. They integrated an ESA S660 controller with a laser angle-tracking system. The ESA controller performed real-time depth adjustments for every bend. The rejection rate fell below 0.5%, and the company saved over $12,000 monthly in wasted specialty alloys.
FAQs
Yes, ESA controllers are popular for retro-fitting. However, it requires upgrading the hydraulic valves to proportional valves and installing compatible linear encoders to ensure the controller can actually "talk" to the machine hardware.
Absolutely. Most modern ESA units (S600 series and up) feature Ethernet ports and WiFi, allowing for remote technical support, machine monitoring, and direct integration with ERP systems to track production metrics.
The interface is icon-based and very similar to using a tablet. An operator with basic bending knowledge can typically learn to run existing programs in a few hours and create new 2D programs within a single day of training.
The ESA software includes a "Material Library." You input the tensile strength and thickness, and the controller automatically adjusts the bend deduction and pressure. You can also "fine-tune" these settings based on actual results to create a custom material profile for specific batches.
Conclusion
The ESA controller is the "brain" that allows a sheet metal bending machine to reach its full potential. By automating the most difficult calculations and providing a visual safety net through 3D simulation, it ensures high OEE (Overall Equipment Effectiveness) and consistent part quality.
- Audit your current scrap rate: If you are losing more than 5% of your material to "test bends," upgrading to a CNC with an ESA controller is likely a high-ROI move.
- Evaluate your axis needs: Determine if your parts require the complexity of an 8-axis system or if a 4-axis machine with an ESA S630 is sufficient.
- Request a Demo: Contact the JSRAGOS team for a virtual demonstration of the ESA interface to see how your specific DXF files would be handled by the software.

