













ESA-Controller bei Blechbiegmaschinen: Funktionen und Arbeitsablauf
Präzision in der Blechverarbeitung beruht nicht mehr nur auf der mechanischen Festigkeit der Pressbremse; es geht um die Intelligenz, die den Schlaganfall steuert. In der modernen Fertigung, das ESA-Controller hat sich als globaler Standard für CNC-Biegevorgänge etabliert, und bildet die Brücke zwischen komplexen 3D-CAD-Entwürfen und der Ausführung physischer Bauteile.
Was ist ein ESA-Controller im Blechbiegen?
Ein ESA-Regler ist ein Hochleistungs-CNC-System, das speziell für Pressbremsen entwickelt wurde, ermöglicht automatisierte Steuerung über mehrere Achsen, Winkelberechnung, und hydraulische Kompensation. Es vereinfacht den Bending-Workflow, indem es Bedienern erlaubt, 3D-Dateien zu importieren, Simuliere die Biegsequenz, um Kollisionen zu verhindern, und realzeitige Korrekturen für den Materialsprung zu verwalten.
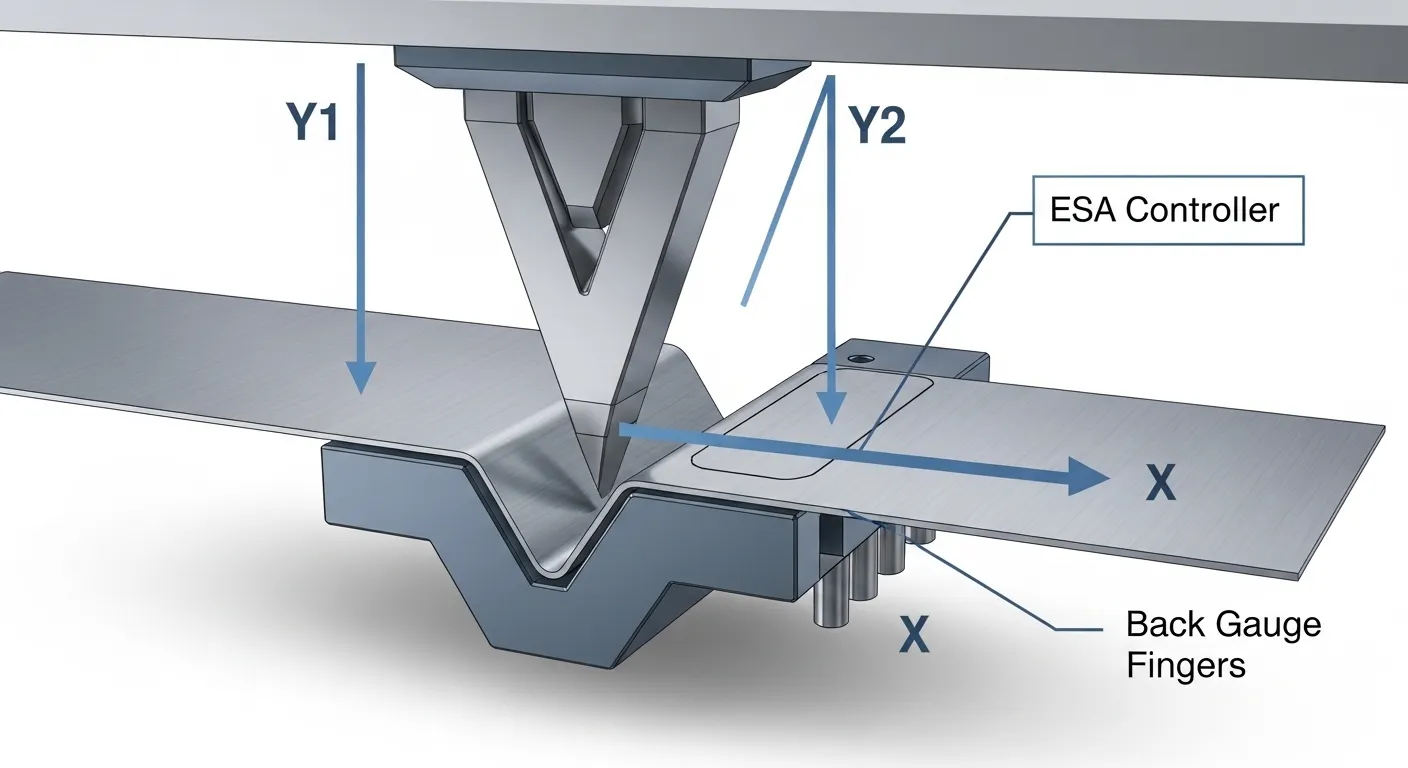
- Präzisionsregelung: Verwaltet Y1, Y2, und mehrere Rückspurachsen (X, R, Z1, Z2) mit Mikron-Genauigkeit.
- Benutzerfreundliche Oberfläche: Moderne Versionen wie die S600-Serie verfügen über Multi-Touch-Bildschirme und intuitive 2D/3D-Programmierung.
- Effizienz: Funktionen "Auto-Bending" Sequenzen, die die effizientesten Werkzeugpfade berechnen, um die Aufbauzeit zu minimieren.
- Krönende Integration: Verwaltet automatisch Pressbremskrönung um gleichmäßige Winkel über die gesamte Länge des Werkstücks zu gewährleisten.
- Sicherheit & Anbindung: Integration mit Lasersicherheitssystemen und der Industrie 4.0 Protokolle für Ferndiagnostik.
Warum ist die ESA-Steuerung der Industriestandard für CNC-Pressenbremsen??
Der ESA-Controller wird von den Herstellern bevorzugt, da er fortschrittliche Rechenleistung mit einer vereinfachten Benutzeroberfläche vereint. Während manuelles Biegen einen hochqualifizierten Bediener erfordert, um Biegeabzüge und Flanschlängen zu berechnen, die ESA CNC automatisiert diese Berechnungen, Verringerung der Fehlertoleranz und Erhöhung des Durchsatzes.
Für eine B2B-Operation, der ROI einer ESA-ausgerüsteten Maschine liegt in der Reduzierung von Schrottmaterialien. Weil der Controller die Biegung simuliert, bevor der Stempel das Metall berührt, "Erster Teil, Rechter Teil" Produktion wird zur Realität statt zu einem Ziel.
Schlüsselmerkmale der ESA-CNC-Systeme

Moderne ESA-Controller, wie zum Beispiel die ESA S630, S640, und S660, bietet eine Reihe von Werkzeugen, die eine Standardpresse in eine hochpräzise Produktionszelle verwandeln.
Multi-Achsen-Management
Der Controller kann alles verwalten, von einem einfachen 3-Achsen-Setup bis hin zu komplexen 8-Achsen-Konfigurationen. Das Verständnis der 8-Achse CNC-Pressbremse Bedeutung ist hier entscheidend, da die ESA-Einheit die synchronisierte Bewegung des RAMs koordinieren muss (Y1, Y2) mit den unabhängigen Bewegungen der Rückspur (X, R, Z1, Z2) und sogar vordere Stützarme.
2D- und 3D-Grafikprogrammierung
Operatoren können Teile direkt auf dem Bildschirm zeichnen oder DXF/STEP-Dateien importieren. Die Software berechnet dann automatisch die entwickelte Länge des Blattes, bestimmt die optimale Biegefolge, und wählt die entsprechenden Werkzeuge aus einer internen Bibliothek aus.
Echtzeit-Winkelkorrektur
ESA-Controller werden häufig mit Laserwinkelmesssystemen verbunden. Wenn die Materialeigenschaften (wie Härte oder Dicke) variieren leicht, Der Controller erkennt die Abweichung mitten in der Biegung und passt die Tiefe des Schlags an, um den genauen Zielwinkel zu erreichen.
Technischer Vergleich: ESA-Controller-Modelle
| Merkmal | ESA S630 (Einstieg/Mid) | ESA S640 (Fortgeschritten) | ESA S660/S800 (High-End) |
| Zeigen | 10" Touchscreen | 15" Touchscreen | 19" Multi-Touch |
| Max Axes | Bis 4+1 | Bis 6+1 | 8 An 128+ |
| Grafik | 2D Grafik | 2D/3D-Grafik | Vollständige 3D-Simulation |
| Am besten für | Jobshops, Einfache Teile | Großserienproduktion | Komplexe 3D-Geometrien |
| DIE U | Windows Embedded | Fenster 10/11 Iot | Fenster 10/11 Iot |
Der ESA-Arbeitsablauf: Vom CAD zum fertigen Teil
Der Arbeitsablauf auf einer ESA-ausgerüsteten Maschine ist linear und narrensicher gestaltet, Er richtet sich sowohl an erfahrene Fabrikanten als auch an neuere Betreiber.
Teilprogramm
Der Bediener zeichnet entweder das Teileprofil auf dem Touchscreen oder lädt eine 3D-Datei per USB oder Netzwerk hoch. Die ESA-Software analysiert die Geometrie und identifiziert das Potenzial "Kollisionszonen" wo das Metall auf den Maschinenrahmen oder die Werkzeuge treffen könnte.
Werkzeugauswahl
Der Controller schlägt das beste Punch-and-Die-System aus der gespeicherten Datenbank vor.. Wenn der erforderliche Biegeradius mit den aktuellen Werkzeugen unmöglich ist, Der Controller benachrichtigt den Bediener, bevor der Zyklus beginnt..
Simulation und Optimierung
Bevor das Fußpedal gedrückt wird, der Bediener betrachtet eine 3D-Simulation der Biegung. Hier wird die Wahl zwischen a 4-Achse vs. 8-Achse CNC-Pressbremse wird offensichtlich; der ESA-Controller optimiert die Backgauge-Positionen unterschiedlich, je nachdem, wie viele Freiheitsgrade die Maschinenhardware erlaubt.
Hinrichtung und Krönung
Als die Biegung beginnt, der ESA-Regler berechnet den erforderlichen Druck und stellt automatisch das hydraulische Kronensystem an. Dies kompensiert die natürliche Durchbiegung des Maschinenbetts, wobei sichergestellt wird, dass der Winkel in der Mitte der Maschine identisch mit den Winkeln an den Enden ist.
Fallstudien zur realen Fertigung
Fallstudie: Verkürzung der Aufbauzeit bei maßgefertigten Schränken
Ein mittelgroßer Hersteller von Industriegehäusen verwendete manuelle Pressbremsen. Die Aufbauzeit für eine komplexe 8-biegige Schranktür betrug 45 Protokoll, mit einem Mittelwert von 3 Schrottstücke pro Lauf. Nach dem Wechsel zu einem JSRAGOS Press Brake mit einem ESA S640 Controller und 3D-Offline-Programmierung, Die Aufbauzeit sank auf 10 Protokoll. Die 3D-Simulation identifizierte ein Kollisionsproblem in der Designphase, Schrott auf nahezu null reduziert und die tägliche Produktion um 35%.
Fallstudie: Präzisionshalterungen für die Luft- und Raumfahrt
A-Tier 2 Ein Luft- und Raumfahrtzulieferer, der mit hochfestem Aluminium und Edelstahl arbeitet, stellte fest, dass Materialrückwärtsschwankungen zu Ursachen führten 15% Anzahl der Teile, die Qualitätskontrollinspektionen nicht bestehen. Sie integrierten einen ESA S660-Controller mit einem Laser-Winkel-Tracking-System. Der ESA-Controller führte für jede Biegung Echtzeit-Tiefenanpassungen durch. Die Ablehnungsrate fiel unter 0.5%, und die Kompanie sparte über $12,000 monatlich in verschwendeten Speziallegierungen.
FAQs
Ja, ESA-Steuerungen sind beliebt für Nachrüstungen. Aber, Es erfordert die Aufrüstung der Hydraulikventile zu Proportionalventilen und die Installation kompatibler linearer Encoder, um sicherzustellen, dass der Regler tatsächlich funktionieren kann "sich unterhalten" an die Maschinenhardware.
Absolut. Die modernsten ESA-Einheiten (S600-Serie und höher) Ethernet-Anschlüsse und WLAN, Ermöglicht technischen Support aus der Ferne, Maschinenüberwachung, und direkte Integration mit ERP-Systemen zur Nachverfolgung von Produktionskennzahlen.
Die Benutzeroberfläche basiert auf Symbolen und ähnelt sehr der Nutzung eines Tablets. Ein Bediener mit Grundkenntnissen im Bändigen kann in der Regel innerhalb weniger Stunden lernen, bestehende Programme auszuführen und innerhalb eines einzigen Trainingstags neue 2D-Programme zu erstellen.
Die ESA-Software enthält eine "Materialbibliothek." Du gibst die Zugfestigkeit und -dicke ein, und der Regler passt automatisch die Biege-Deduktion und den Druck an. Du kannst auch "Feinabstimmung" Diese Einstellungen basieren auf tatsächlichen Ergebnissen, um ein individuelles Materialprofil für bestimmte Chargen zu erstellen.
Schlussfolgerung
Der ESA-Controller ist der "Gehirn" Das ermöglicht einer Blechbiegmaschine, ihr volles Potenzial zu entfalten. Durch Automatisierung der schwierigsten Berechnungen und die Bereitstellung eines visuellen Sicherheitsnetzes durch 3D-Simulation, es sorgt für ein hohes OEE (Gesamtwirksamkeit der Ausrüstung) und gleichbleibende Bauteilqualität.
- Überprüfen Sie Ihre aktuelle Schrottrate: Wenn du mehr verlierst als 5% von deinem Material, um "Testbiegungen," Ein Upgrade auf eine CNC mit ESA-Controller ist wahrscheinlich ein Kurs mit hoher Rendite.
- Bewerten Sie Ihre Achsenbedürfnisse: Bestimmen Sie, ob Ihre Teile die Komplexität eines benötigen 8-Achsensystem oder wenn eine 4-Achsen-Maschine mit einem ESA S630 ausreicht.
- Fordern Sie eine Demo an: Kontaktieren Sie das JSRAGOS-Team für eine virtuelle Demonstration der ESA-Schnittstelle, um zu sehen, wie Ihre spezifischen DXF-Dateien von der Software verarbeitet werden.

