













Contrôleur ESA sur machines de pliage de tôle: Fonctionnalités et flux de travail
La précision dans la fabrication de la tôle ne se limite plus à la résistance mécanique du frein à pression; il s’agit de l’intelligence qui régit l’AVC. Dans la fabrication moderne, le Contrôleur ESA est devenu une norme mondiale pour les opérations de flexion CNC, assurant le pont entre des conceptions CAO 3D complexes et l’exécution physique des pièces.
Qu’est-ce qu’un contrôleur ESA en tôle de courbure?
Un contrôleur ESA est un système CNC haute performance conçu spécifiquement pour les freins à pression, permettant le contrôle automatisé sur plusieurs axes, angle calculation, et compensation hydraulique. Il simplifie le flux de travail de la flexion en permettant aux opérateurs d’importer des fichiers 3D, simuler la séquence de flexion pour éviter les collisions, et gérer les corrections en temps réel pour le redémarrage du matériau.
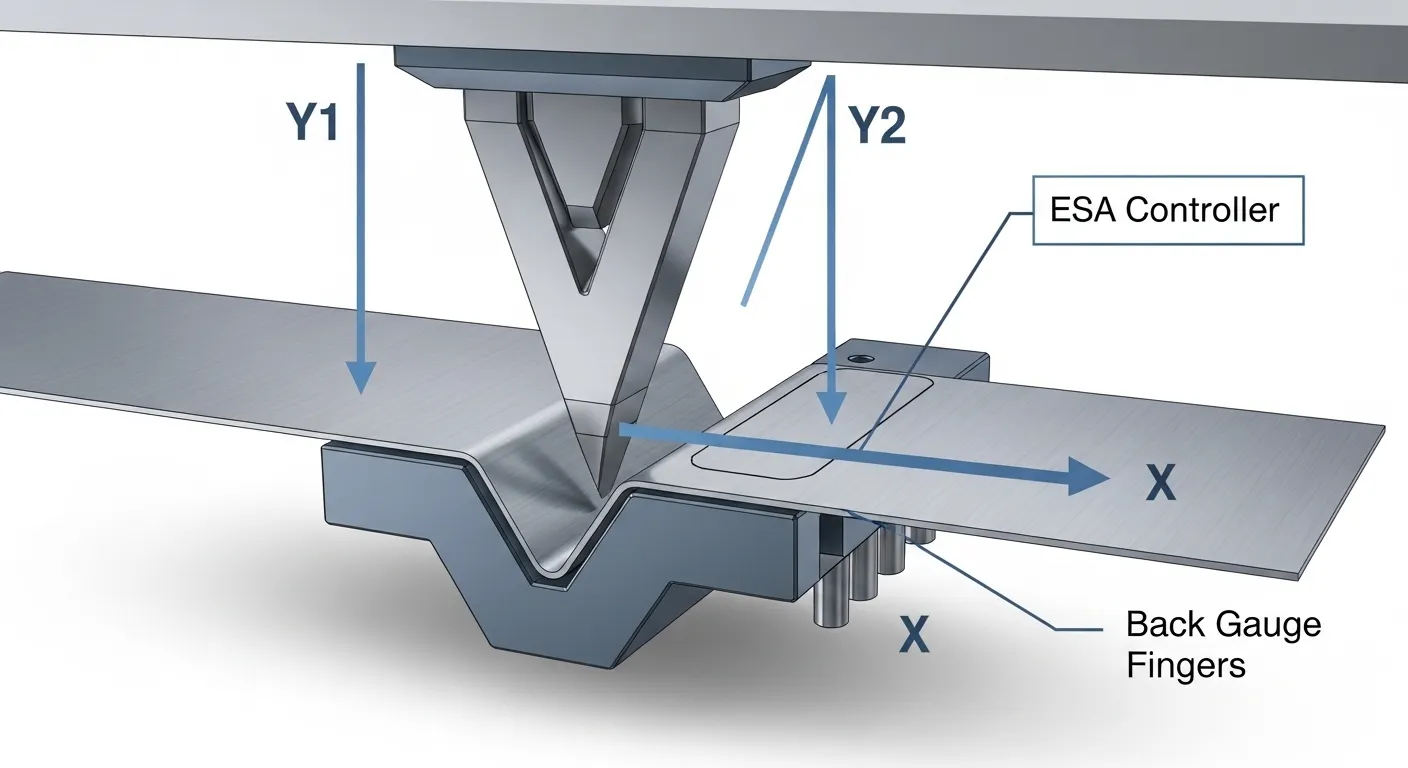
- Contrôle de précision: Dirige Y1, Y2, et plusieurs axes de tirage arrière (X, R, Z1, Z2) avec une précision au niveau micron.
- Interface conviviale: Les versions modernes comme la série S600 disposent d’écrans multi-tactiles et d’une programmation intuitive en 2D/3D.
- Efficacité: Fonctionnalités "Auto-Bending" des séquences qui calculent les parcours d’outils les plus efficaces pour minimiser le temps de configuration.
- Intégration de couronnement: Gestion automatique Couronnement du frein à pression pour garantir des angles constants sur toute la longueur de la pièce.
- Sécurité & Connectivité: Intègre avec les systèmes de sécurité laser et l’industrie 4.0 Protocoles pour le diagnostic à distance.
Pourquoi le contrôleur ESA est-il la norme industrielle pour les freins à pression CNC?
Le contrôleur ESA est privilégié par les fabricants car il équilibre une puissance de calcul avancée avec une interface utilisateur simplifiée. Alors que la flexion manuelle nécessite un opérateur hautement qualifié pour calculer les déductions de flexion et les longueurs de brides, le CNC ESA automatise ces calculs, réduire la marge d’erreur humaine et augmenter le débit.
Pour une opération B2B, le retour sur investissement d’une machine équipée de l’ESA se trouve dans la réduction des matériaux de récupération. Parce que la manette simule la flexion avant que le poinçon ne touche le métal, "Première partie, partie droite" La production devient une réalité plutôt qu’un objectif.
Caractéristiques clés des systèmes CNC ESA

Contrôleurs ESA modernes, comme le ESA S630, S640, et S660, fournir une gamme d’outils transformant un frein à pression standard en une cellule de production haute précision.
Gestion multi-axes
Le contrôleur peut gérer tout, d’une configuration basique à 3 axes à des configurations complexes 8 axes. Comprendre le 8-Axe : signification du frein à pression CNC est crucial ici, car l’unité ESA doit coordonner le mouvement synchronisé du bélier (Y1, Y2) avec les mouvements indépendants de l’écartement arrière (X, R, Z1, Z2) et même des bras de soutien avant.
2D et programmation graphique 3D
Les opérateurs peuvent dessiner des pièces directement à l’écran ou importer des fichiers DXF/STEP. Le logiciel calcule ensuite automatiquement la longueur développée de la feuille, détermine la séquence de flexion optimale, et sélectionne les outils appropriés dans une bibliothèque interne.
Correction d’angle en temps réel
Les contrôleurs ESA interagissent souvent avec des systèmes laser de mesure d’angle. Si les propriétés du matériau (comme la dureté ou l’épaisseur) varier légèrement, Le contrôleur détecte la déviation en plein milieu de la courbe et ajuste la profondeur du poinçon pour atteindre l’angle exact de la cible.
Comparaison technique: Modèles de manettes ESA
| Caractéristique | ESA S630 (Entrée/Milieu) | ESA S640 (Avancé) | ESA S660/S800 (Haut de gamme) |
| Montrer | 10" Écran tactile | 15" Écran tactile | 19" Multi-Touch |
| Max Axes | Jusqu’à 4+1 | Jusqu’à 6+1 | 8 à 128+ |
| Visuels | 2D Graphics | 2Graphismes D/3D | Simulation 3D complète |
| Meilleur pour | Ateliers d’emploi, Parties simples | Production en grande quantité | Géométries 3D complexes |
| LE | Windows Embarqué | Windows 10/11 IoT | Windows 10/11 IoT |
Le flux de travail ESA: De la CAO à la pièce finie
Le flux de travail sur une machine équipée de l’ESA est conçu pour être linéaire et infaillible, Destiné aussi bien aux fabricants chevronnés qu’aux nouveaux opérateurs.
Programmation partielle
L’opérateur dessine soit le profil de la pièce sur l’écran tactile, soit télécharge un fichier 3D via USB ou réseau. Le logiciel ESA analyse la géométrie et identifie le potentiel "Zones de collision" là où le métal pourrait heurter le cadre de la machine ou les outils.
Tooling Selection
Le contrôleur suggère le meilleur punch and die à partir de la base de données stockée. Si le rayon de courbure requis est impossible avec les outils actuels, Le contrôleur alerte l’opérateur avant le début du cycle.
Simulation et optimisation
Avant d’appuyer sur la pédale, l’opérateur voit une simulation 3D du virage. C’est ici que le choix entre un 4-Axe vs frein à pression CNC 8 axes devient évident; le contrôleur ESA optimisera différemment les positions de la jauge en fonction du nombre de degrés de liberté permis par le matériel machine.
Exécution et couronnement
Au début du virage, le contrôleur ESA calcule la pression requise et ajuste automatiquement le système de couronnement hydraulique. Cela compense la déflexion naturelle du plateau de la machine, S’assurer que l’angle au centre de la machine est identique à celui des extrémités.
Études de cas réelles dans la fabrication
Étude de cas: Réduire le temps d’installation dans les meubles sur mesure
Un fabricant industriel de caissons de taille moyenne utilisait des freins à pression manuels. Le temps d’installation pour une porte d’armoire complexe à 8 courbes était 45 Procès-verbal, avec une moyenne de 3 Fragments de récupération par tirage. Après être passé à un frein de pression JSRAGOS avec un contrôleur ESA S640 et une programmation 3D hors ligne, le temps d’installation est tombé à 10 Procès-verbal. La simulation 3D a identifié un problème de collision lors de la phase de conception, réduire la ferraille à presque zéro et augmenter la production quotidienne en 35%.
Étude de cas: Supports aérospatiaux de précision
Niveau A 2 Un fournisseur aérospatial travaillant avec de l’aluminium et de l’acier inoxydable haute résistance a constaté que des variations de ressort des matériaux étaient à l’origine 15% des pièces échouant aux inspections QC. Ils ont intégré un contrôleur ESA S660 à un système laser de suivi d’angle. Le contrôleur ESA effectuait des ajustements de profondeur en temps réel pour chaque virage. Le taux de rejet est tombé en dessous 0.5%, et l’entreprise a économisé plus $12,000 mensuel dans des alliages spéciaux gaspillés.
FAQ
Oui, Les contrôleurs ESA sont populaires pour l’ajustement rétro. Toutefois, Cela nécessite de mettre à niveau les vannes hydrauliques en des valves proportionnelles et d’installer des encodeurs linéaires compatibles pour garantir que le contrôleur puisse réellement "parler" vers le matériel de la machine.
Absolument. La plupart des unités ESA modernes (Série S600 et plus) dotés de ports Ethernet et WiFi, permettant un support technique à distance, Surveillance machine, et intégration directe avec les systèmes ERP pour suivre les métriques de production.
L’interface est basée sur des icônes et très similaire à l’utilisation d’une tablette. Un opérateur ayant des connaissances de base en maîtrise peut généralement apprendre à exécuter des programmes existants en quelques heures et créer de nouveaux programmes 2D en une seule journée de formation.
Le logiciel ESA comprend un "Bibliothèque de matériaux." Vous entrez la résistance à la traction et l’épaisseur, et la manette ajuste automatiquement la déduction de la flexion et la pression. Vous pouvez aussi "Affinage" Ces réglages sont basés sur des résultats réels pour créer un profil de matériaux personnalisé pour des lots spécifiques.
Conclusion
Le contrôleur ESA est le "cerveau" cela permet à une machine de pliage de tôle d’atteindre son plein potentiel. En automatisant les calculs les plus difficiles et en fournissant un filet de sécurité visuel via la simulation 3D, il assure un OEE élevé (Efficacité globale de l’équipement) et une qualité constante des pièces.
- Auditez votre taux de ferraille actuel: Si vous perdez plus que 5% de votre matériel à "Courbes d’essai," Passer à une CNC avec un contrôleur ESA est probablement un retour sur investissement à fort investissement.
- Évaluez vos besoins d’axe: Déterminez si vos pièces nécessitent la complexité d’un 8-Système d’axes ou si une machine 4 axes équipée d’un ESA S630 est suffisante.
- Demander une démo: Contactez l’équipe JSRAGOS pour une démonstration virtuelle de l’interface ESA afin de voir comment vos fichiers DXF spécifiques seraient gérés par le logiciel.

